


注")
分享:基板表層組織對Fe-16Mn-0.7C-1.5Al TWIP鋼可鍍性的影響

彭俊1, 金鑫焱 ,2,3, 鐘勇2,3, 王利2,3
,2,3, 鐘勇2,3, 王利2,3
1.
2.
3.
以16%Mn-0.7%C-1.5%Al (質(zhì)量分?jǐn)?shù)) TWIP鋼為研究對象,采用熱鍍鋅模擬實(shí)驗(yàn)研究了2種基板表層組織對TWIP鋼可鍍性的影響。使用180°折彎檢測了鍍層附著性,使用GD-OES分析了退火及鍍鋅試樣表面的元素深度分布,使用SEM觀察了試樣表面和截面微觀形貌。結(jié)果表明,通過預(yù)處理得到的TWIP鋼表面一層鐵素體晶粒可以有效改善TWIP鋼的可鍍性。當(dāng)軋硬態(tài)的TWIP鋼直接連續(xù)退火并熱鍍鋅時(shí),Mn元素形成了明顯的外氧化,嚴(yán)重阻礙了鍍液中的Al和基板反應(yīng)形成Fe-Al抑制層,不僅漏鍍明顯,而且鍍層附著性差。當(dāng)使用經(jīng)過預(yù)處理、表面有一層鐵素體的TWIP鋼進(jìn)行熱鍍鋅時(shí),TWIP鋼表面的細(xì)晶粒鐵素體層有效抑制了退火過程中Mn元素外氧化,從而顯著改善了鋅液對帶鋼的潤濕性,在鍍層/基板界面位置形成了充分的Fe-Al抑制層。通過預(yù)處理得到的表面鐵素體層可以有效解決16%Mn-0.7%C-1.5%Al TWIP鋼的可鍍性差和鍍層附著性差問題。
關(guān)鍵詞:
汽車輕量化是提高燃油經(jīng)濟(jì)性、減少汽車CO2排放的有效手段。先進(jìn)高強(qiáng)鋼(AHSS)在車身上的應(yīng)用是實(shí)現(xiàn)汽車輕量化的重要技術(shù)路徑之一,近20年來,多種AHSS鋼在車身上已獲得了廣泛應(yīng)用[1,2]。孿晶誘導(dǎo)塑性(TWIP)鋼被稱為第二代AHSS鋼,其室溫組織為奧氏體,在變形過程中能產(chǎn)生大量的形變孿晶,從而推遲縮頸的形成,獲得高的強(qiáng)塑積和高的應(yīng)變硬化率[3~5],其強(qiáng)塑積通常> 50 GPa·%,是第一代AHSS強(qiáng)塑積的3倍以上。為了獲得上述組織和性能,C、Mn、Al是TWIP鋼中的主要合金添加元素,通常C元素的添加量為0.4%~1.0% (質(zhì)量分?jǐn)?shù),下同)[4],Mn元素的添加量為12%~30%[6],同時(shí)添加< 3%的Al有助于抑制TWIP鋼的延遲開裂[4]。
由于TWIP鋼中的Mn含量遠(yuǎn)高于第一代AHSS,因此在傳統(tǒng)的連續(xù)退火機(jī)組上,帶鋼表面Mn富集的程度非常高。Cooman團(tuán)隊(duì)[7~10]研究了不同條件下TWIP鋼表面合金元素的選擇性氧化行為,發(fā)現(xiàn)在退火溫度為800℃、退火氣氛露點(diǎn)為-17和-3℃時(shí),帶鋼表面會形成一層連續(xù)的MnO覆蓋層,帶鋼的次表面則形成脫碳、貧Mn的鐵素體層;且露點(diǎn)越高M(jìn)nO層的厚度和鐵素體層的厚度越大。Kim等[11,12]發(fā)現(xiàn)退火氣氛的露點(diǎn)對TWIP鋼表面氧化物的類型及厚度影響顯著,當(dāng)退火氣氛露點(diǎn)為-20℃時(shí),表面會形成一層約100 nm厚的MnO。Chen[13]則發(fā)現(xiàn)當(dāng)退火溫度為650℃、退火氣氛露點(diǎn)為-20℃時(shí),TWIP鋼表面MnO層的厚度可達(dá)到500 nm以上。Arndt等[14]發(fā)現(xiàn)即使將退火氣氛露點(diǎn)降至-45℃,退火后TWIP鋼表面形成的MnO厚度仍為100~200 nm。Jin等[15]研究發(fā)現(xiàn),當(dāng)退火氣氛露點(diǎn)為10℃時(shí),TWIP表面MnO層的厚度為200~400 nm,其厚度及次表層Mn、Al內(nèi)氧化的尺寸、形狀、分布還受退火溫度的影響。
除退火工藝參數(shù)外,基體成分對TWIP鋼退火后表面氧化物也有較大影響。當(dāng)TWIP鋼含有0.1%~0.2%Si時(shí),在MnO/鋼基體界面位置會形成晶體結(jié)構(gòu)的c-xMnO.SiO2 (x ≥ 1)和非晶體結(jié)構(gòu)的a-xMnO.SiO2 (x < 0.9)[7,8]。當(dāng)TWIP鋼含有1%~2%Al時(shí),不僅會在MnO/鋼基體界面位置形成晶體結(jié)構(gòu)的c-xMnO.Al2O3 (0.8 < x < 1.2)[7]或者M(jìn)nAl2O4[11],而且會在基板次表層形成MnAl2O4和Al2O3的氧化物[11,15]。MnO/鋼基體界面位置的氧化物種類的差異會進(jìn)一步影響表面的Mn富集。
退火過程中Si、Mn等合金元素在帶鋼表面的選擇性氧化會嚴(yán)重惡化高強(qiáng)鋼的可鍍性[16],具體表現(xiàn)為漏鍍、鍍層附著性差等,因此含(12%~30%)Mn的TWIP鋼的熱鍍鋅生產(chǎn)存在很大的挑戰(zhàn)[17]。已有的針對TWIP鋼可鍍性的研究涉及退火氣氛氧分壓控制[18]、預(yù)鍍鎳[19]、預(yù)氧化還原[20]、光亮退火[21]及鋁熱還原[22,23]等。
Ren等[18]指出當(dāng)退火溫度為800℃、露點(diǎn)為-10~ -5℃時(shí),TWIP鋼可獲得最好的可鍍性,但根據(jù)文中鍍鋅試樣上宏觀可見的大量漏鍍點(diǎn),其鍍鋅質(zhì)量仍無法滿足生產(chǎn)及使用要求。Kim等[19]發(fā)現(xiàn)退火前帶鋼表面50 nm的預(yù)鍍鎳層可以降低TWIP鋼表面MnO外氧化層的厚度和連續(xù)性,從而可獲得良好的可鍍性。Blumenau等[20]采用預(yù)氧化的方法,將含有23%Mn的TWIP鋼在1.8%O2-N2 (體積分?jǐn)?shù))的氣氛中加熱至600℃保溫10 s進(jìn)行預(yù)氧化處理,之后再進(jìn)行還原退火及熱浸鍍,可獲得良好的可鍍性。通過預(yù)氧化還原,在TWIP鋼表面形成了一層MnO·Femetal層,MnO層中嵌入的Femetal有效促進(jìn)了鍍層/基板界面上Fe2Al5的形成,從而顯著提高了鋅液和帶鋼之間的潤濕性。Blumenau等[21]還研究了光亮退火對TWIP鋼可鍍性的影響,當(dāng)退火溫度為1100℃、退火氣氛露點(diǎn)為-50℃時(shí),可以避免TWIP鋼中的Mn和Si形成外氧化物,從而在鍍層/基板界面上形成有效的Fe2Al5抑制層。雖然光亮退火可以改善TWIP鋼的可鍍性,但其退火溫度較高,現(xiàn)有的常規(guī)工業(yè)化連續(xù)熱鍍鋅線的均熱爐加熱能力達(dá)不到。Kavitha和McDermid[22]證實(shí)了鍍液中溶解的Al和鋼板表面MnO之間存在鋁熱還原反應(yīng),Bluemenau等[23]研究了含23%Mn的TWIP鋼在Zn-Al-Mg鍍液中的潤濕性,發(fā)現(xiàn)鍍液中的Mg可以促進(jìn)TWIP鋼表面MnO的還原,從而提高TWIP鋼表面的潤濕性。但由于鋁熱還原反應(yīng)消耗的MnO的厚度和反應(yīng)時(shí)間之間存在線性關(guān)系[22],在帶鋼運(yùn)行速率可達(dá)到100 m/min的連續(xù)熱鍍鋅生產(chǎn)線上,無法將MnO充分還原,且鍍層/基板界面上并未形成有效的Fe2Al5抑制層,所以存在鍍層附著性不良的問題。
為進(jìn)一步探索改善TWIP鋼可鍍性的技術(shù)方案,本工作以16%Mn-0.7%C-1.5%Al成分的TWIP鋼為研究對象,研究 基板表層組織對TWIP鋼表面合金元素選擇性氧化及可鍍性的影響。
1 實(shí)驗(yàn)方法
實(shí)驗(yàn)用TWIP鋼樣板取自寶鋼工業(yè)化生產(chǎn)的TWIP鋼軋硬卷,主要成分為:16%Mn,0.7%C,1.5%Al,余量為Fe,試樣尺寸為220 mm × 120 mm。模擬退火及模擬熱鍍鋅實(shí)驗(yàn)均在Iwatani HDPS設(shè)備上進(jìn)行。所有樣板在實(shí)驗(yàn)前均使用2%NaOH的工業(yè)脫脂劑進(jìn)行清洗,脫脂劑溫度為40~60℃,之后用流水沖洗干凈、吹干。
為研究2種表層組織對TWIP鋼可鍍性的影響,準(zhǔn)備2種試樣,樣品信息如表1所示。試樣A和B來自同一批TWIP鋼軋硬板,其中樣品A不做預(yù)處理,其表層組織與基體組織相同,即原始的軋硬態(tài)組織。樣板B經(jīng)過如下預(yù)處理:首先對軋硬板進(jìn)行一次退火處理,以5℃/s升溫至700℃,保溫120 s,然后冷卻至室溫,升溫和保溫階段的氣氛為N2-5%H2 (體積分?jǐn)?shù)),露點(diǎn)為10℃。然后將一次退火樣板浸入溫度為20~30℃、5%HCl (體積分?jǐn)?shù))的酸液中進(jìn)行酸洗,浸泡5 s,以除去一次退火試樣表面的MnO,獲得表層為鐵素體、基體為奧氏體的試樣,采用HKL NORDLYS電子背散射衍射儀(EBSD)觀察試樣B的截面組織,如圖1所示。
表1 實(shí)驗(yàn)用樣板信息
Table 1
| Sample | Surface structure | Substrate microstructure | Note |
|---|---|---|---|
| A | Austenite | Austenite | Full hard |
| B | Ferrite | Austenite | Pretreated |
圖1
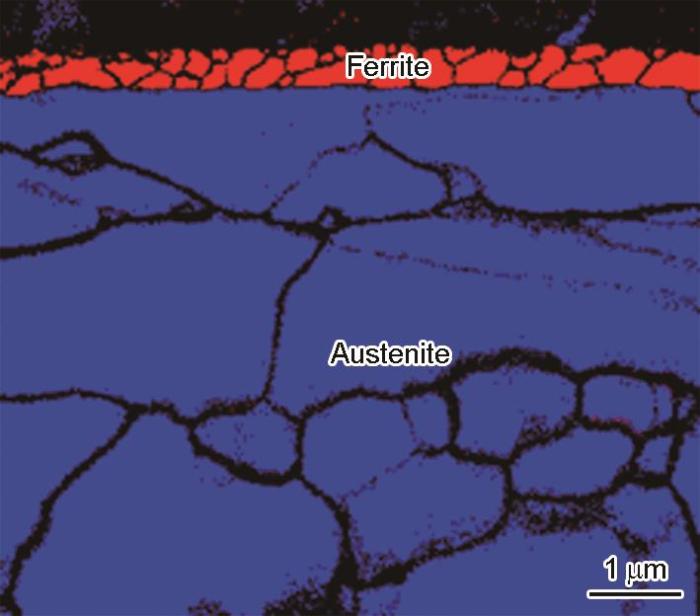
圖1 試樣B截面組織EBSD像
Fig.1 EBSD image of microstructure of sample B
將表1所示的樣板A和B在相同的工藝條件下進(jìn)行連續(xù)退火及熱鍍鋅模擬實(shí)驗(yàn)。以5℃/s升溫至650℃,保溫60 s;升溫和保溫階段氣氛為N2-5%H2 (體積分?jǐn)?shù)),露點(diǎn)為-40℃;以10℃/s冷卻至465℃,并保溫5 s后浸入鋅液。鋅液Al含量為0.2%,鋅液溫度為465℃,浸鍍時(shí)間為3 s。在Iwatani HDPS設(shè)備上使用氣刀控制鍍層的厚度,并在冷卻室吹N2冷卻至室溫。熱鍍鋅模擬試樣及熱處理曲線分別如圖2和3所示。
圖2
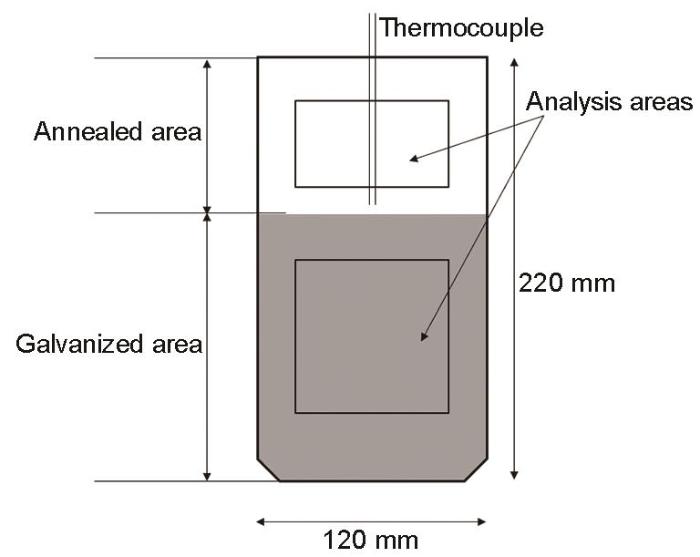
圖2 模擬熱鍍鋅試樣上分析區(qū)域示意圖
Fig.2 Schematic diagram of the analysis areas on the galvanized panel
圖3
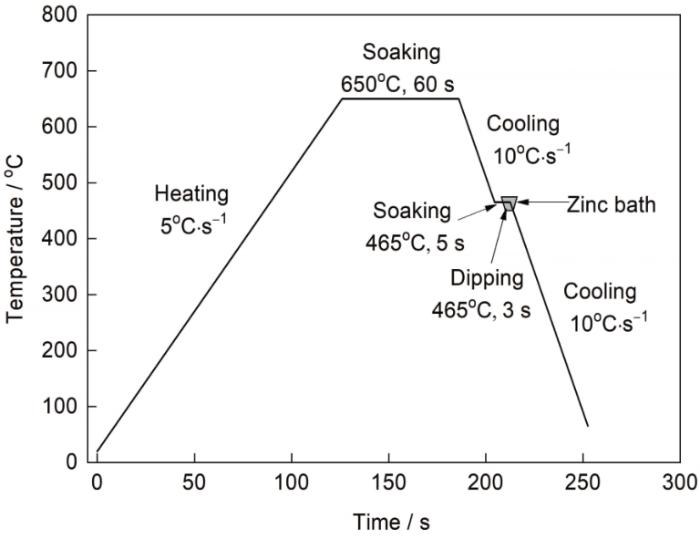
圖3 熱鍍鋅模擬實(shí)驗(yàn)熱處理曲線
Fig.3 Thermal cycle of the hot dip galvanizing experiments
分別在模擬熱鍍鋅試樣的鍍鋅和未鍍鋅區(qū)域的中間位置取樣進(jìn)行宏觀和微觀分析,取樣位置如圖2中矩形區(qū)域所示。首先用數(shù)碼相機(jī)記錄模擬熱鍍鋅試樣的外觀,根據(jù)宏觀特征判斷可鍍性的差異;然后取樣進(jìn)行180°折彎,用3M膠帶粘折彎部位,根據(jù)是否有鋅層脫落判斷鍍層附著性的差異。使用LECO 750A輝光放電光譜分析儀(GD-OES)對退火前的基板、退火后未鍍鋅區(qū)域以及鍍鋅區(qū)域分別進(jìn)行元素深度分析,重點(diǎn)關(guān)注2種表層組織的試樣表面Fe、Mn、Al、O等元素的深度分布及鍍層/基板界面位置的Al元素分布等。
使用配備有X-MAX能譜儀(EDS)的EVO MA25掃描電鏡(SEM)對試樣上未鍍鋅區(qū)域的表面形貌進(jìn)行觀察及EDS分析。采用添加10%六次甲基四胺緩蝕劑(體積比)的HCl溶液將試樣上鍍鋅區(qū)域的鋅層溶掉,露出基板,之后在SEM下觀察溶鋅后的基板表面形貌。采用斜鑲的方法制備截面金相,試樣與拋光面約呈30°角,使用1% (體積比)硝酸酒精溶液腐蝕截面金相,之后在SEM下觀察截面形貌,并進(jìn)行EDS分析。截面斜鑲制樣示意圖如圖4所示,斜鑲制樣可以放大觀察到的鍍層以及基板表層較薄的鐵素體層的厚度。斜鑲制樣還可以實(shí)現(xiàn)在截面試樣上同時(shí)觀察鍍層/基板界面或基板表面形貌,這是因?yàn)殄儗颖然w更容易被硝酸酒精侵蝕,因此試樣經(jīng)過硝酸酒精腐蝕后,鍍層和基體在微觀上有一定的高度差,加之試樣是傾斜的,在DM600M光學(xué)顯微鏡(OM)或EVO MA25 SEM下觀察時(shí),可以同時(shí)看到一定面積的鍍層/基板界面或基板表面形貌。
圖4
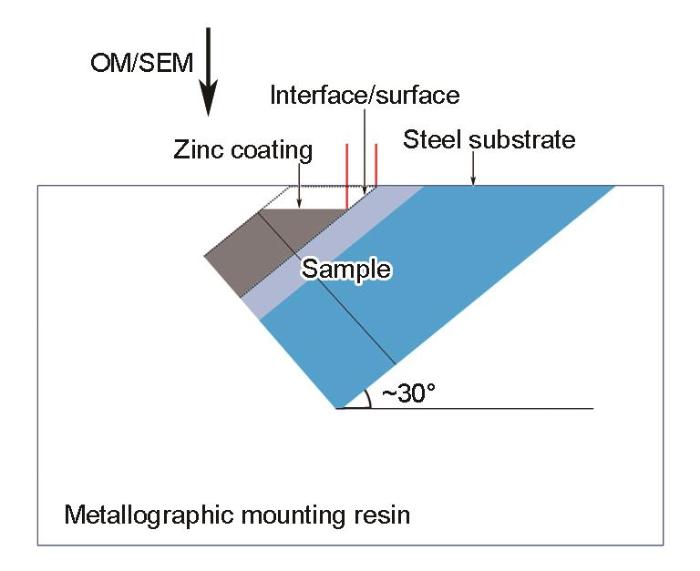
圖4 斜鑲截面金相制備及觀察示意圖
Fig.4 Schematic diagram of metallographic preparation and observation for tilted cross-section
2 實(shí)驗(yàn)結(jié)果
未經(jīng)過預(yù)處理的軋硬板試樣A和預(yù)處理試樣B的熱鍍鋅試樣外觀對比如圖5所示,2者可鍍性差異顯著。試樣A的鍍鋅區(qū)域(下半部)存在大量的漏鍍,局部放大后(圖5c)可在試樣表面觀察到大量接近球形的鋅,說明在熱浸鍍時(shí)鋅液和試樣A表面的潤濕性非常差。而試樣B的鍍鋅區(qū)域則完全被鋅層覆蓋,且局部放大(圖5d)后觀察不到任何的漏鍍點(diǎn),說明試樣B的可鍍性非常好。
圖5
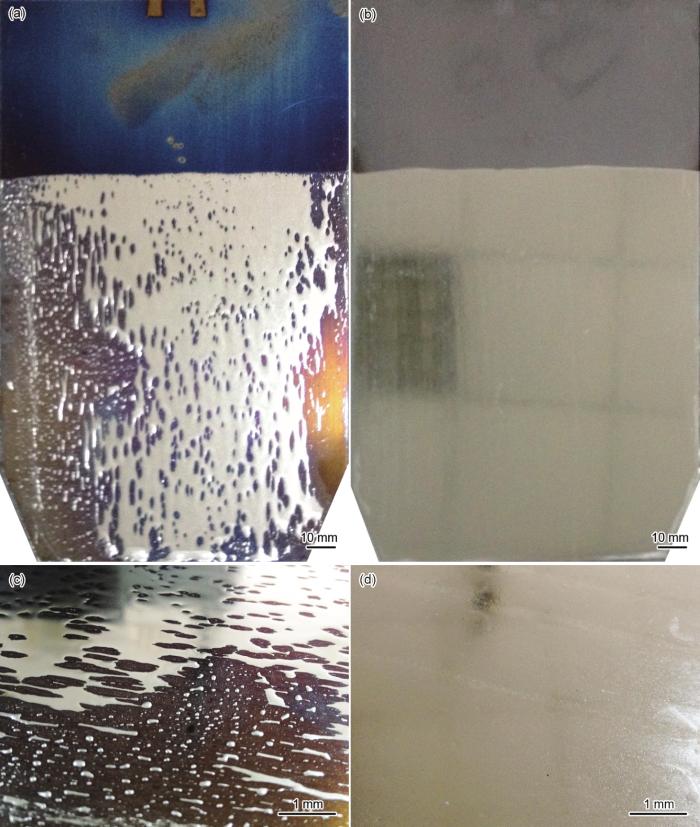
圖5 熱鍍鋅試樣外觀
Fig.5 Appearances of hot dip galvanized samples (a, b) and corresponding magnifications (c, d)
(a, c) sample A (b, d) sample B
另外,在未鍍鋅區(qū)域(上半部),試樣A和B的顏色也存在明顯差異。試樣A表面呈深藍(lán)色,推測是退火后試樣A表面存在較明顯的Mn元素外氧化,而試樣B表面呈現(xiàn)亞光的金屬色,推測試樣B表面無明顯的合金元素外氧化。
采用180°折彎檢測鍍鋅試樣的鍍層附著性,折彎位置的宏觀形貌如圖6所示。當(dāng)使用3M膠帶粘折彎位置后,試樣A表面的鍍層完全被粘下,圖6a中箭頭1所指位置為原漏鍍位置,箭頭2所指位置為折彎后鋅層被粘掉的位置,可見即使試樣A局部鍍上了少量的鋅,但鋅層附著性也非常差。試樣B折彎位置的鋅層完整,無法用3M膠帶粘下,說明預(yù)處理試樣B的鍍層附著性良好,完全符合工業(yè)化生產(chǎn)的熱鍍鋅鋼板的附著性檢測要求。
圖6
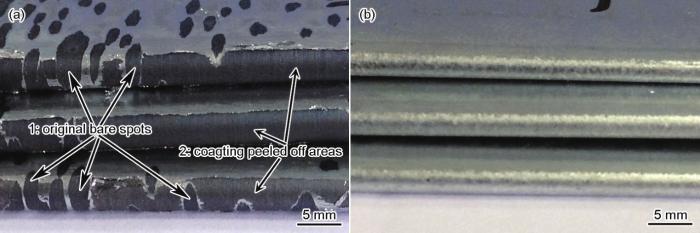
圖6 鍍層附著性檢測試樣外觀
Fig.6 Appearances of coating adhesion test of sample A (a) and sample B (b)
退火前后試樣A和B表面2.0 μm深度范圍內(nèi)的GD-OES檢測結(jié)果如圖7所示,圖中包括TWIP鋼的主要成分Fe、Mn、Al以及O 4種元素。
圖7
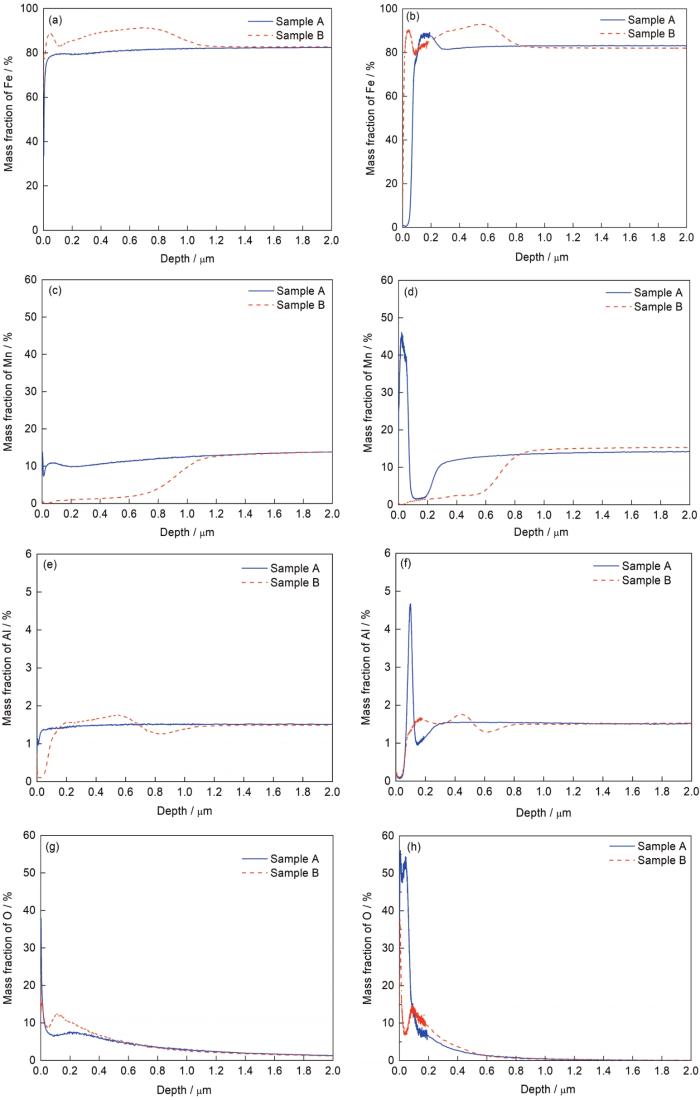
圖7 退火前后試樣表面Fe、Mn、Al、O元素深度分布
Fig.7 GD-OES depth profiles of Fe (a, b), Mn (c, d), Al (e, f), and O (g, h) in as-received (a, c, e, g) and annealed (b, d, f, h) samples
首先,退火前的軋硬板試樣A和預(yù)處理試樣B表面的Fe、Mn、Al差異明顯。在距表面約1 μm深度范圍內(nèi),試樣A的Fe、Mn、Al與基體成分接近,元素深度分布曲線基本接近水平。試樣B表層1 μm范圍內(nèi)的Fe含量接近90%,高于基體以及相同深度位置的試樣A;Mn含量則明顯低于基體和相同深度的試樣A,含量僅為1%~2%;Al含量與試樣A接近,但表層約0.1 μm范圍內(nèi)的Al含量僅為0.1%左右,而在距表面約0.6和0.8 μm的深度Al含量分別略高于或略低于試樣A。上述試樣A和試樣B表層元素深度分布的差異與圖1所示的預(yù)處理試樣B表層有一層鐵素體層的組織相對應(yīng)。試樣B經(jīng)過一次退火預(yù)處理后,基板次表層的Mn擴(kuò)散至表面形成MnO外氧化物,次表層的Mn含量和C含量顯著降低,從而表層發(fā)生了奧氏體向鐵素體的轉(zhuǎn)變,Al元素則發(fā)生了內(nèi)氧化,從而在鐵素體層中的Al含量略高于基體[15]。上述表面經(jīng)過酸洗后,MnO外氧化物被酸洗掉,表面鐵素體層被保留。
其次,試樣A和試樣B在經(jīng)過相同條件退火后,表面Fe、Mn、Al、O 4種元素的深度分布差異顯著。試樣A和試樣B表面約0.1 μm深度范圍內(nèi)Mn、O的差異最顯著,試樣A退火后表面Mn元素的峰值達(dá)到了約45%,O元素峰值接近55%,可見試樣A經(jīng)過退火后表面形成了厚度為50~100 nm的MnO層。但在同樣深度范圍內(nèi),試樣B的Mn、O元素深度分布與退火前相比基本無變化,可見預(yù)處理試樣B表面的鐵素體層有效抑制了Mn元素在退火過程中形成外氧化。試樣A和B表面Mn、O的差異可以解釋圖5a和b試樣未鍍鋅區(qū)域外觀顏色的差異,即試樣A呈現(xiàn)深藍(lán)色是由于表面有MnO的緣故。在距試樣A表面約0.1 μm的深度位置,Al元素的峰值達(dá)到了4.6%,對比圖7f和d中Al、Mn元素的曲線,判斷Al元素的富集位置位于MnO/基板界面上。
鍍鋅試樣A和B表面Zn、Fe、Mn、Al元素GD-OES檢測結(jié)果如圖8所示,其中在鍍層/基板界面位置的Al元素存在顯著差異。如圖8c中箭頭所指的位置(深度約8.4 μm,對應(yīng)圖8b中Fe、Zn曲線的交叉位置),試樣B的Al元素曲線上出現(xiàn)峰值,約1.8%,但試樣A的Al元素曲線上未出現(xiàn)峰值,而是平滑的由鍍層中較低的Al過渡到基體中(1.5%Al)。
圖8
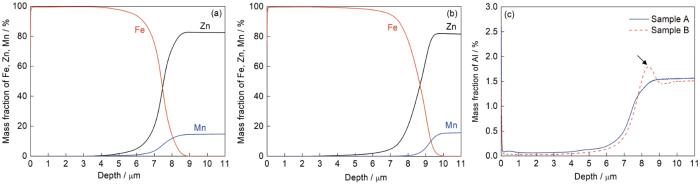
圖8 熱鍍鋅試樣表面Zn、Fe、Mn、Al元素深度分布
Fig.8 GD-OES depth profiles of Zn, Fe, Mn, and Al in hot dip galvanized samples
(a) Zn, Fe, and Mn in sample A (b) Zn, Fe, and Mn in sample B (c) Al in samples A and B
根據(jù)鍍層/基板界面位置Al含量的差異可以解釋圖6所示試樣A和試樣B鍍層附著性的差異。帶鋼熱鍍鋅時(shí),鍍液中的Al會和鋼板中的Fe反應(yīng)形成Fe2Al5抑制層[24],采用GD-OES方法檢測Al元素深度分布時(shí),在鍍層/基板界面位置會檢測到Al元素的富集[25],根據(jù)曲線上的峰值高低可以判斷界面位置Fe2Al5生成量的多少,從而進(jìn)一步判斷帶鋼可鍍性及鍍層附著性的優(yōu)劣。由于本工作使用的TWIP鋼基體中添加了1.5%Al,而鍍層中的Al含量僅有0.2%,因此從鍍層到基體Al元素呈現(xiàn)由低到高逐漸過渡的趨勢。試樣B在鍍層/基板界面位置出現(xiàn)了Al元素峰值,證明在鍍層/基板界面位置形成了足夠多的Fe2Al5抑制層,因此鍍層附著性優(yōu)異;相反,試樣A在鍍層/基板界面上Fe2Al5的抑制層非常少,因此鍍層附著性差。
退火試樣A和B表面形貌SEM像及EDS分析結(jié)果如圖9及表2所示,2者表面形貌及表面成分存在差異。試樣B表面可觀察到顆粒狀形貌,EDS檢測到Fe含量為92.1%,Mn含量為4.1%,低于基體的Mn含量。結(jié)合圖2預(yù)處理試樣的截面EBSD組織,可以確定圖9b表面的顆粒形貌為試樣表面的細(xì)晶粒鐵素體層。試樣A表面無顆粒狀形貌,且Fe、Mn含量與基體成分接近,O含量略高于試樣B,結(jié)合圖7的GD-OES結(jié)果,判斷圖9a的形貌為MnO外氧化物的形貌,因其厚度僅50~100 nm,而表面EDS分析深度較大,檢測結(jié)果受基體的影響較大,所以表面能譜分析檢測到的O、Mn含量并不高。
圖9
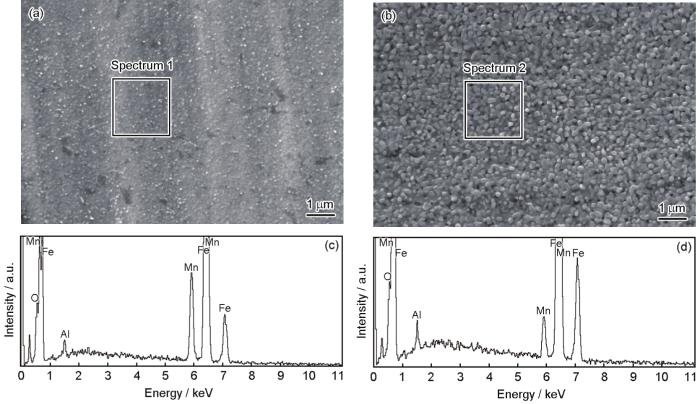
圖9 退火試樣表面SEM形貌及EDS分析結(jié)果
Fig.9 Surface SEM morphologies (a, b) and their EDS spectra (c, d) of the annealed samples A (a, c) and B (b, d)
表2 圖9中EDS半定量分析結(jié)果 (mass fraction / %)
Table 2
| Spectrum | O | Al | Mn | Fe | Total |
|---|---|---|---|---|---|
| 1 | 3.8 | 1.6 | 14.8 | 79.8 | 100.0 |
| 2 | 2.4 | 1.4 | 4.1 | 92.1 | 100.0 |
溶鋅后基板表面形貌如圖10所示,局部EDS半定量分析結(jié)果如表3所示。軋硬板試樣A溶鋅后基板表面的不同區(qū)域有2種形貌,圖10a中以折線標(biāo)記了2種形貌的邊界,其中區(qū)域I表面為均勻的基板,區(qū)域II表面在基板上零星分布了一些白色顆粒。進(jìn)一步放大后進(jìn)行EDS分析,譜圖1的結(jié)果顯示白色顆粒的Al含量為1.6%,同時(shí)含有少量的Zn,余量為Fe和Mn,可以確定白色顆粒為Fe-Al抑制層顆粒。由此可見當(dāng)試樣A浸入鍍液時(shí),鍍液中僅有少量的Al和基板中的Fe反應(yīng),形成了零星的Fe-Al抑制層顆粒。
圖10
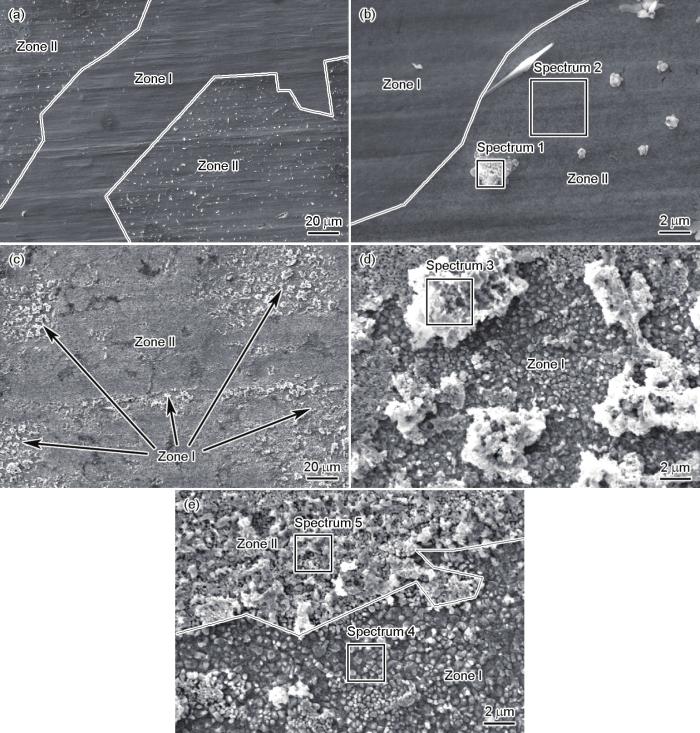
圖10 鍍鋅試樣溶掉鋅層后基板表面形貌SEM像
Fig.10 SEM images of the substrate surfaces of samples A (a, b) and B (c-e) after the zinc coating was stripped
表3 圖10中EDS半定量分析結(jié)果 (mass fraction / %)
Table 3
| Spectrum | Al | Mn | Fe | Zn | Total |
|---|---|---|---|---|---|
| 1 | 15.9 | 7.8 | 73.7 | 2.7 | 100.0 |
| 2 | 1.8 | 10.9 | 87.3 | 100.0 | |
| 3 | 3.2 | 9.5 | 87.3 | 100.0 | |
| 4 | 1.2 | 9.1 | 89.7 | 100.0 | |
| 5 | 7.6 | 3.3 | 87.1 | 2.0 | 100.0 |
預(yù)處理試樣B溶鋅后基板表面形貌與試樣A差異較大,基板表面不同區(qū)域也有2種形貌。圖10c中箭頭所指的區(qū)域I的局部放大形貌如圖10d所示,譜圖3檢測到Fe含量為9.5%,余量為Zn和少量Al,可確定為溶鋅后殘留的Zn-Fe合金相。區(qū)域II內(nèi)的Zn-Fe合金相則較少。區(qū)域I和II交界位置的局部放大形貌如圖10e所示,譜圖4檢測到區(qū)域I的Mn含量為9.1%,介于試樣B基體Mn含量和表面鐵素體層Mn含量之間(圖9),說明區(qū)域I內(nèi)形成的Zn-Fe合金相已消耗了表層部分的鐵素體層。譜圖5的結(jié)果顯示區(qū)域II表面的Al含量為7.6%,Mn含量為3.3%,較高的Al含量說明試樣B區(qū)域II表面形成了連續(xù)的Fe-Al抑制層,較低的Mn含量說明基板表面的鐵素體層保留完整。
2種試樣的截面形貌如圖11所示。由于是采用斜鑲的方法,所以使用1%硝酸酒精腐蝕鋅層后,在截面上可觀察到部分的基板表面,如圖11中的標(biāo)記所示,截面從上至下依次是鋅層、鍍層/基板界面(基板表面)和基板3部分。
圖11
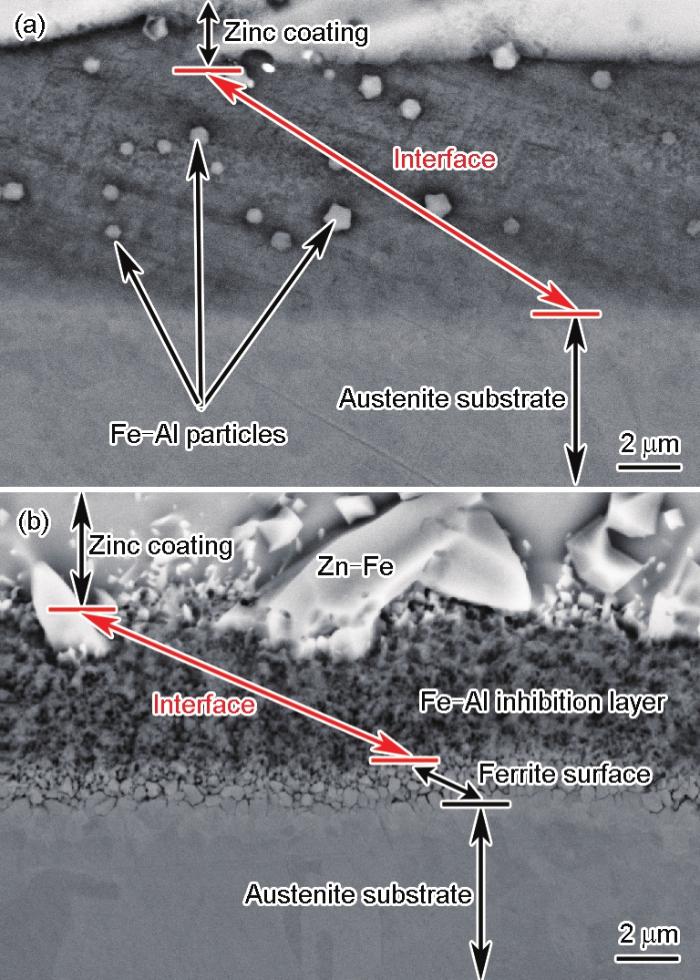
圖11 鍍鋅試樣截面形貌
Fig.11 Cross-sectional morphologies of the hot dip galvanized samples
(a) sample A (b) sample B
圖11a顯示試樣A的基板表面上存在一些尺寸較小的顆粒物,根據(jù)EDS檢測到的較高的Al、Fe、Zn成分,可確定這些顆粒與圖10中的顆粒相同,為鍍層/基板界面上形成的少量Fe-Al抑制層顆粒。試樣A的截面OM像表明,基板表面位置顯示為深藍(lán)色(圖12),該顏色與圖5a所示試樣A未鍍鋅區(qū)域的宏觀顏色相同,說明經(jīng)過鍍鋅后,試樣A基板表面的MnO外氧化物層仍保持的較完整。
圖12
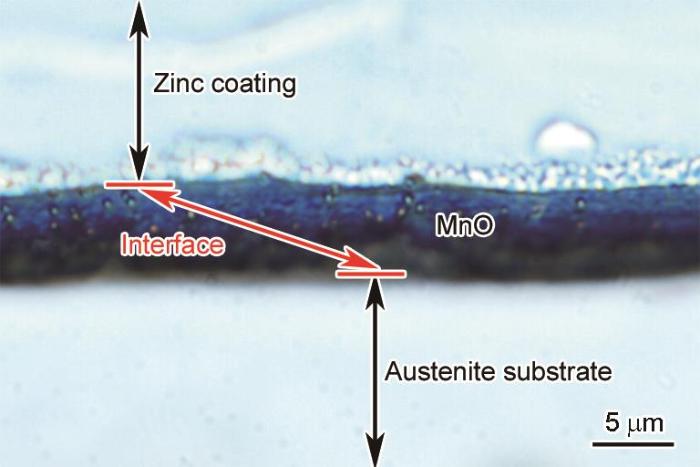
圖12 鍍鋅試樣A截面OM像
Fig.12 Cross-sectional OM image of hot dip galvanized sample A
圖11b顯示試樣B的截面特征與試樣A差異顯著。EDS線掃描分析結(jié)果如圖13所示,基板表面位置的Al含量明顯高于鍍層和基板的Al含量,說明該位置形成了一層Fe-Al抑制層。在鋅層/抑制層的界面位置,觀察到了Fe含量約10%左右的Zn-Fe合金相,界面位置Zn-Fe合金相的出現(xiàn)說明鍍液和基板之間已發(fā)生了一定量的鋅鐵擴(kuò)散反應(yīng)。如圖14所示,局部位置還觀察到了Zn-Fe合金相異常長大組織,該組織下方對應(yīng)位置的基板表層的鐵素體晶粒因異常長大組織快速生長而被部分消耗。上述特征與圖10中試樣B溶鋅后的基板表面形貌特征一致。
圖13
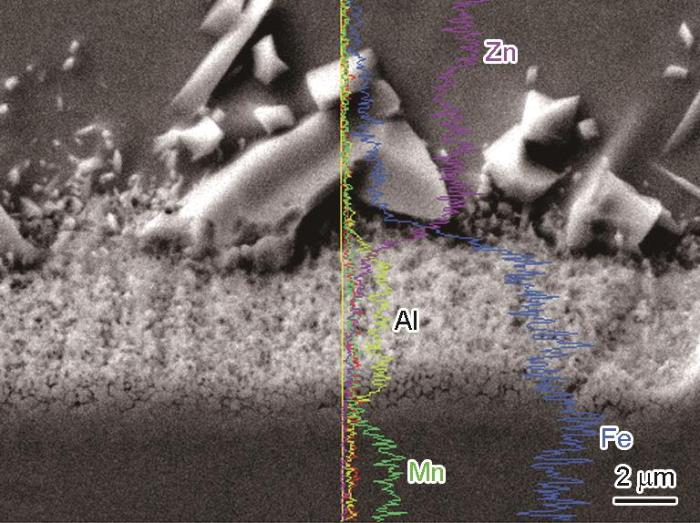
圖13 試樣B截面EDS結(jié)果
Fig.13 EDS line scanning analysis for the cross section of sample B
圖14
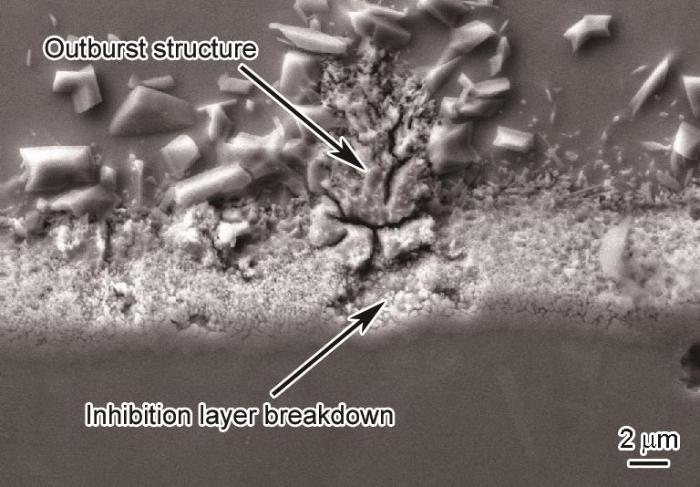
圖14 試樣B局部異常長大組織形貌
Fig.14 Morphology of local outburst structure on sample B
3 分析討論
基于上述熱浸鍍實(shí)驗(yàn)及其微觀分析研究結(jié)果,表層鐵素體與奧氏體組織對TWIP鋼可鍍性的影響示意圖如圖15所示。對于成分為16%Mn-0.7%C-1.5%Al的TWIP鋼,通過適當(dāng)?shù)念A(yù)處理獲得表層細(xì)晶粒鐵素體層之后,其可鍍性較原始軋硬板顯著改善。
圖15
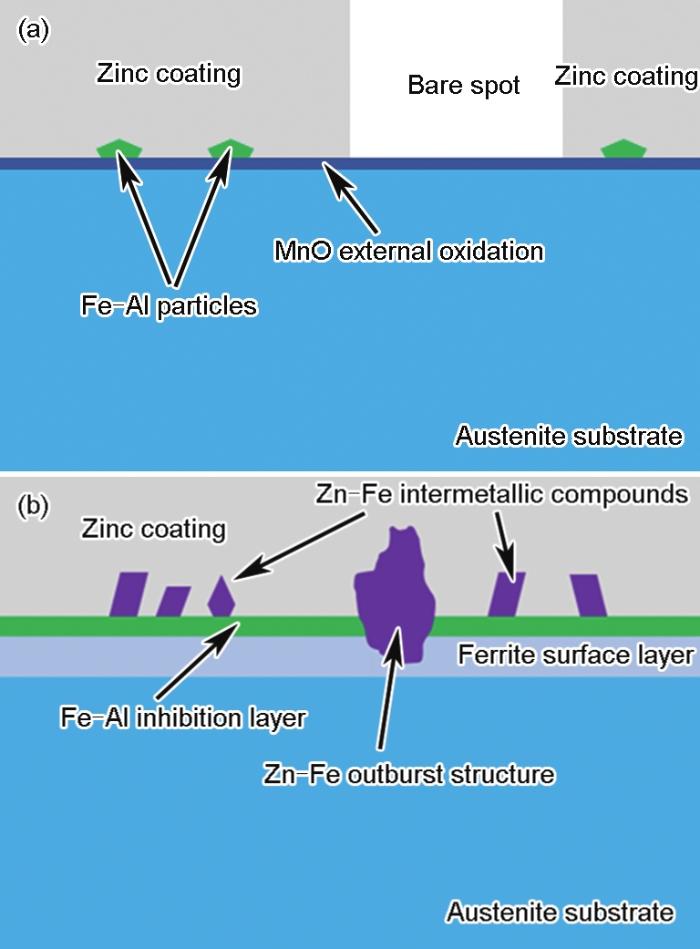
圖15 基板表層組織對TWIP鋼可鍍性的影響示意圖
Fig.15 Schematics of the influence of substrate surface structure on galvanizability of TWIP steel (TWIP—twinning induced plasticity steel)(a) as received cold rolled steel(b) pretreated steel having a ferrite surface layer
如圖15a所示,當(dāng)TWIP鋼軋硬板在露點(diǎn)為-40℃的N2-5%H2退火氣氛中加熱至650℃并保溫60 s后,試樣表面形成了一層50~100 nm厚且連續(xù)的MnO外氧化物層,從而顯著惡化了鍍液和帶鋼表面的潤濕性。當(dāng)試樣在465℃的鍍液中浸鍍3 s后,僅形成了非常零星的Fe-Al抑制層顆粒,不僅導(dǎo)致了大面積的漏鍍,而且即使是鍍上鋅的位置,鍍層/基板之間的附著性也較差。
如圖15b所示,使用一次退火+酸洗的預(yù)處理方法,可以在TWIP鋼表面獲得一層厚度< 1 μm的細(xì)晶粒鐵素體層。在一次退火過程中,次表層大量的Mn已擴(kuò)散至表面形成MnO外氧化,少量的Mn、Al在次表層形成了位于晶界的MnAl2O4內(nèi)氧化[15],因此在二次退火過程中,表層鐵素體層中的Mn擴(kuò)散至表面形成MnO的量非常有限,而鐵素層的厚度又足以有效抑制更深位置奧氏體基體中的Mn擴(kuò)散至鋼板表面形成MnO外氧化。正因如此,經(jīng)過預(yù)處理的TWIP鋼在二次退火后表面基本無MnO外氧化,表面與鐵素體組織的無間隙原子(IF)鋼或烘烤硬化(BH)鋼接近,鋼板表面和鍍液的潤濕性較好,鍍液中的Al和TWIP鋼表層鐵素體晶粒充分反應(yīng),形成了連續(xù)、致密的Fe-Al抑制層。不僅完全避免了漏鍍,且鍍層附著性也滿足180°折彎檢測要求。
但是在本實(shí)驗(yàn)條件下,鍍層/基板的界面位置出現(xiàn)了Zn-Fe合金相以及局部Zn-Fe合金相異常長大組織,局部消耗了基板表層的鐵素體晶粒。出現(xiàn)Zn-Fe合金相的原因可能有2個,一是本工作在實(shí)驗(yàn)室模擬熱鍍鋅時(shí)使用的入鋅鍋溫度和鋅液溫度均為465℃,鋅液溫度偏高以及鍍后冷卻速率較慢,可能形成鋅鐵擴(kuò)散;二是可能TWIP鋼表層細(xì)晶粒鐵素體層表面形成的Fe-Al抑制層的穩(wěn)定性不如普通軟鋼表面的Fe-Al抑制層,一旦局部發(fā)生抑制層破壞,細(xì)晶粒鐵素體可能會加速鋅鐵擴(kuò)散,從而比較容易出現(xiàn)Zn-Fe合金相。
進(jìn)一步實(shí)驗(yàn)研究發(fā)現(xiàn),TWIP鋼表層細(xì)晶粒鐵素體層在非常寬的退火溫度、保溫時(shí)間、退火氣氛H2含量、退火氣氛露點(diǎn)等工藝參數(shù)范圍內(nèi),都能非常有效地抑制Mn元素的外氧化。當(dāng)通過預(yù)處理在奧氏體基體表層獲得一層鐵素體晶粒后,熱鍍鋅TWIP鋼生產(chǎn)難度顯著降低,其可鍍性和鍍層附著性顯著改善,工藝窗口變寬,基本與普通鐵素體組織軟鋼熱鍍鋅相當(dāng)。
4 結(jié)論
(1) 16%Mn-0.7%C-1.5%Al TWIP鋼軋硬板在N2-5%H2、露點(diǎn)為-40℃的氣氛中加熱至650℃,并在650℃保溫60 s后,鋼板表面形成了一層連續(xù)的Mn的外氧化物層,厚度為50~100 nm,嚴(yán)重阻礙了鍍層/基板界面上Fe-Al抑制層的形成,熱鍍鋅試樣不僅漏鍍嚴(yán)重,而且鍍層附著性差。
(2) 在相同的退火及熱鍍工藝條件下,通過預(yù)處理得到的16%Mn-0.7%C-1.5%Al TWIP鋼表層細(xì)晶粒鐵素體層可以有效抑制退火過程中Mn元素的外氧化,從而顯著改善鋅液對帶鋼的潤濕性,在鍍層/基板界面位置形成充分的Fe-Al抑制層,顯著提高了TWIP鋼的可鍍性和鍍層附著性。
來源--金屬學(xué)報(bào) 滬公網(wǎng)安備31011202020290號
滬公網(wǎng)安備31011202020290號
