
檢檢測(cè)")

關(guān)注")
分享:尺寸設(shè)計(jì)對(duì)選區(qū)激光熔化304L不銹鋼顯微組織與性能的影響

侯娟 ,1,2, 代斌斌2, 閔師領(lǐng)2, 劉慧2, 蔣夢(mèng)蕾2, 楊帆2
,1,2, 代斌斌2, 閔師領(lǐng)2, 劉慧2, 蔣夢(mèng)蕾2, 楊帆2
1
2
采用選區(qū)激光熔化(SLM)技術(shù)制備304L不銹鋼樣品,通過改變掃描道次(T)和打印層數(shù)(L)實(shí)現(xiàn)不同的溫度梯度與凝固速率,研究尺寸效應(yīng)對(duì)微觀組織與力學(xué)性能的影響。具有不同T × L組合的SLM 304L不銹鋼樣品沿打印構(gòu)建方向形成柱狀晶組織,并且尺寸效應(yīng)影響柱狀晶結(jié)構(gòu)。隨尺寸增大,凝固組織沿散熱方向擇優(yōu)生長(zhǎng)的程度高,柱狀晶的連續(xù)性更好,由低長(zhǎng)徑比的“米粒形”向近等軸的“短窄形”、進(jìn)而向高長(zhǎng)徑比的“長(zhǎng)條形”過渡,晶粒粗化現(xiàn)象明顯。在較大尺寸樣品中,隨著不斷遠(yuǎn)離基板也觀察到了類似現(xiàn)象。尺寸效應(yīng)對(duì)力學(xué)性能的影響主要體現(xiàn)在隨著打印尺寸增加,材料的屈服強(qiáng)度下降而塑性延伸率上升,但當(dāng)尺寸增加至一定程度后力學(xué)性能變化趨于穩(wěn)定。尺寸效應(yīng)對(duì)SLM 304L不銹鋼的析出相組成和含量無(wú)明顯影響。結(jié)果表明,影響力學(xué)性能的主要影響因素為柱狀晶的尺寸和分布,在較大尺寸的樣品中,“長(zhǎng)條形”柱狀晶占比高,導(dǎo)致材料強(qiáng)度降低而塑性增加。結(jié)合ANSYS ADDITIVE對(duì)凝固速率和溫度梯度的模擬仿真結(jié)果,對(duì)尺寸效應(yīng)通過影響凝固過程進(jìn)而對(duì)材料微觀組織和力學(xué)性能產(chǎn)生影響的機(jī)理進(jìn)行了闡述。
關(guān)鍵詞:
選區(qū)激光熔化(SLM)是以激光為熱源、金屬粉末為原材料、逐點(diǎn)逐層熔融凝固,最終形成具有三維形狀的一種金屬增材制造技術(shù)[1~3]。SLM具有加工周期短、實(shí)現(xiàn)復(fù)雜設(shè)計(jì)以及輕量化設(shè)計(jì)等優(yōu)勢(shì),被廣泛應(yīng)用于汽車、航空航天、醫(yī)療以及核工業(yè)等領(lǐng)域,用于實(shí)現(xiàn)復(fù)雜結(jié)構(gòu)零部件的制造[4~6]。SLM技術(shù)在不銹鋼、鋁合金、鈦合金和高溫合金等常用結(jié)構(gòu)材料中已開展大量研究[7~21]。
304L不銹鋼作為一種具有高強(qiáng)度、高塑性、優(yōu)異的可加工性以及良好耐蝕性能的奧氏體不銹鋼,常被用作制造業(yè)領(lǐng)域的重要結(jié)構(gòu)材料[7,8]。采用鑄造、鍛造、焊接等手段制造復(fù)雜結(jié)構(gòu)不銹鋼零件時(shí)存在加工難度高、周期長(zhǎng)以及設(shè)計(jì)受限等問題,SLM技術(shù)能夠克服傳統(tǒng)加工技術(shù)瓶頸,實(shí)現(xiàn)復(fù)雜零件一體化成形,在不銹鋼零部件加工領(lǐng)域受到廣泛關(guān)注。
已有研究[9]結(jié)果表明,SLM成形奧氏體不銹鋼具有與傳統(tǒng)制備方法不同的多尺度分級(jí)組織,例如沿打印構(gòu)建方向產(chǎn)生的微米級(jí)柱狀晶,垂直于構(gòu)建方向的等軸晶組織,以及細(xì)小晶粒和普遍存在的納米級(jí)胞狀亞晶。此外,快速凝固還會(huì)導(dǎo)致奧氏體不銹鋼在固液轉(zhuǎn)變初期時(shí),L + δ→γ包晶轉(zhuǎn)變不徹底,部分δ鐵素體來不及發(fā)生向γ奧氏體的完全轉(zhuǎn)變,因此在γ奧氏體基體中會(huì)殘留部分塊狀或板條狀δ鐵素體[10~12],MnS、σ相以及氧化物顆粒等析出相也在SLM成形316L和304L奧氏體不銹鋼中被報(bào)道過[11~13]。
根據(jù)凝固理論可知,溫度梯度(G)和凝固速率(R)共同對(duì)金屬凝固組織起調(diào)控作用,晶粒尺寸主要受控于G × R (冷卻速率),而結(jié)晶形式和晶粒形貌(柱狀樹枝晶、平面晶、等軸晶及胞狀晶)則主要受控于比值G / R。SLM具有冷卻速率極快(高達(dá)105~107 K/s)、殘余應(yīng)力大以及溫度梯度高等特殊的凝固條件,因此導(dǎo)致了特殊組織結(jié)構(gòu)的產(chǎn)生。在金屬3D打印研究領(lǐng)域,為了闡明打印過程中溫度梯度與凝固速率對(duì)材料微觀組織和性能的影響,往往通過改變打印設(shè)計(jì)獲得不同凝固過程,改變打印工藝參數(shù)或調(diào)整樣品幾何尺寸是常用的研究手段。EI Cheikh等[14]對(duì)單道次不同層厚激光直接沉積316L不銹鋼的研究表明,沿著打印構(gòu)建方向G逐漸增大、R減小,G / R值增加,晶粒組織發(fā)生柱狀晶向等軸晶的轉(zhuǎn)變。Antonysamy等[15]通過改變鈦合金薄壁樣品的厚度獲得具有不同形貌和晶粒尺寸的選區(qū)電子束熔化樣品,并借助Rosenthal仿真模型進(jìn)行了預(yù)測(cè)與實(shí)驗(yàn)驗(yàn)證,隨著壁厚增加,熔池內(nèi)部溫度降低,導(dǎo)致G降低((3~5) × 103 K/cm)和R增加(范圍為10~30 cm/s),進(jìn)而發(fā)生晶粒長(zhǎng)大和粗化。由此可以推測(cè),在固定工藝參數(shù)條件下,通過改變幾何形狀和尺寸影響微觀凝固過程,進(jìn)而會(huì)對(duì)材料的組織結(jié)構(gòu)和性能產(chǎn)生影響。然而,目前針對(duì)SLM成形過程中幾何形狀變化對(duì)凝固過程影響的研究還非常有限,已有研究[19~21]通常采用調(diào)整打印工藝參數(shù)或同時(shí)改變工藝參數(shù)和打印策略來獲得不同凝固效果,而關(guān)于幾何形狀尺寸對(duì)微觀組織和材料性能的影響還缺乏針對(duì)性的研究,尚未形成系統(tǒng)的理論認(rèn)識(shí)。Wang等[16]雖然在SLM不銹鋼研究中提出,隨層厚增加,晶粒組織由柱狀晶向等軸晶的轉(zhuǎn)變主要是由于凝固速率降低導(dǎo)致的,但也缺乏專門設(shè)計(jì)不同尺寸效應(yīng)樣品來進(jìn)行系統(tǒng)研究。
掃描道次和打印層數(shù)作為重要尺寸因素,不僅決定了3D打印的加工效率,還會(huì)因尺寸和幾何形狀的變化而對(duì)凝固行為產(chǎn)生影響。系統(tǒng)研究掃描道次和打印層數(shù)對(duì)SLM凝固行為的影響,澄清幾何形狀尺寸與微觀組織和材料性能之間的影響規(guī)律及機(jī)理,對(duì)深入認(rèn)識(shí)SLM技術(shù)具有重要意義。本工作通過對(duì)掃描道次和打印層數(shù)進(jìn)行系統(tǒng)設(shè)計(jì),采用優(yōu)化后的固定工藝參數(shù)制備不同尺寸的SLM 304L不銹鋼樣品,建立尺寸效應(yīng)與微觀組織和材料性能之間的影響關(guān)系。并采用ANASYS ADDITIVE對(duì)SLM凝固過程進(jìn)行仿真模擬分析,闡明尺寸效應(yīng)通過影響微凝固過程進(jìn)而影響材料組織和性能的機(jī)理。
1 實(shí)驗(yàn)方法
1.1 樣品制備
使用粒徑分布為15~53 μm的氣霧化商用304L不銹鋼粉末為原材料,粉末形貌如圖1a所示,化學(xué)成分如表1所示。樣品制備在EOS M280金屬3D打印設(shè)備上完成,打印過程使用Ar氣保護(hù)。采用優(yōu)化后的固化工藝參數(shù)進(jìn)行樣品制備(激光功率220 W,掃描速率1060 mm/s,掃描間距0.08 mm,掃描層厚40 μm)。金屬基板成形尺寸為250 mm × 250 mm,樣品在基板上的排布示意圖如圖1b所示。改變掃描道次(記為T)和打印層數(shù)(記為L(zhǎng))獲得具有不同尺寸效應(yīng)的樣品:T設(shè)為1、2、10、100、200、300,L設(shè)為5、10、100、500、700、1000,試樣編號(hào)及說明如表2所示。在打印設(shè)計(jì)時(shí)充分考慮樣品排布位置,最大程度減少擺放位置或循環(huán)氣流對(duì)樣品微觀組織可能產(chǎn)生的影響。樣品排布盡量靠近基板中心位置,避開循環(huán)氣流風(fēng)場(chǎng)可能產(chǎn)生影響的區(qū)域。
圖1
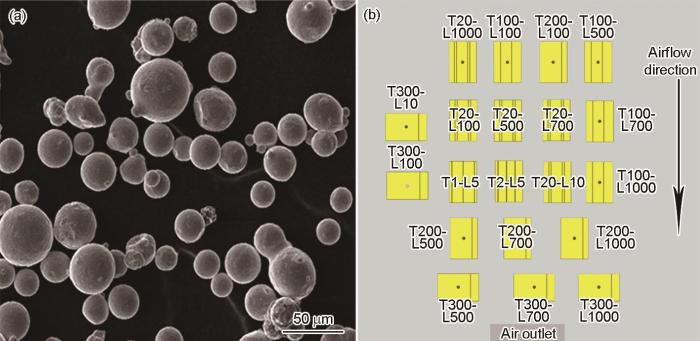
圖1 選區(qū)激光熔化(SLM)用304L不銹鋼粉末形貌及不同尺寸效應(yīng)樣品在成形基板的排布示意圖
Fig.1 Morphology of the gas-atomized powders-304L for selective laser melting (SLM) (a) and schematic of printing composing (b) (T represents scanning track, L represents depositing layer)
表1 原始粉末及SLM 304L不銹鋼化學(xué)成分 (mass fraction / %)
Table 1
| Sample | C | N | P | S | Cr | Cu | Mn | Ni | O | Si | Mo | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Powder | 0.006 | 0.013 | 0.027 | 0.001 | 18.95 | 0.033 | 0.016 | 9.48 | 0.029 | 0.056 | 0.87 | Bal. |
| SLMed | 0.015 | 0.013 | 0.027 | 0.003 | 19.70 | 0.032 | 0.054 | 9.62 | 0.031 | 0.065 | 0.83 | Bal. |
表2 不同掃描道次(T)與打印層數(shù)(L)組合的尺寸效應(yīng)樣品及編號(hào)方法
Table 2
| L | T | |||||
|---|---|---|---|---|---|---|
| 1 | 2 | 20 | 100 | 200 | 300 | |
| 5 | T1-L5 | T2-L5 | - | - | - | - |
| 10 | - | - | T20-L10 | - | - | T300-L10 |
| 100 | - | - | T20-L100 | T100-L100 | T200-L100 | T300-L100 |
| 500 | - | - | T20-L500 | T100-L500 | T200-L500 | T300-L500 |
| 700 | - | - | T20-L700 | T100-L700 | T200-L700 | T300-L700 |
| 1000 | - | - | T20-L1000 | T100-L1000 | T200-L1000 | T300-L1000 |
為了避免局部熱輸入過大導(dǎo)致的殘余應(yīng)力累積和打印變形,并且保證樣品的均勻性和打印質(zhì)量,成形過程中沉積層與層之間采用激光路徑旋轉(zhuǎn)67°的掃描方式,如圖2a所示,獲得致密度高達(dá)99.95%的優(yōu)質(zhì)樣品。成形后塊體的化學(xué)成分如表1所示。此外,為了排除激光掃描路徑在長(zhǎng)度方向的干擾,采用了如圖2b所示skywriting的掃描方式,該方式在預(yù)定的掃描路線開始前和結(jié)束后預(yù)留了減速區(qū)域與加速區(qū)域,使激光器在設(shè)定的掃描路徑上始終保持恒定的掃描速率以避免掃描速率不均勻(如激光彎折處)導(dǎo)致的不同區(qū)域熱積累差異。為方便取樣觀察,首先在基板上打印方塊樣品作為底座,待方塊樣品完全冷卻后再在其上進(jìn)行打印掃描,獲得不同尺寸效應(yīng)的樣品。隨后將樣品連同打印方塊從基板上線切割分離,進(jìn)行后續(xù)觀察。
圖2
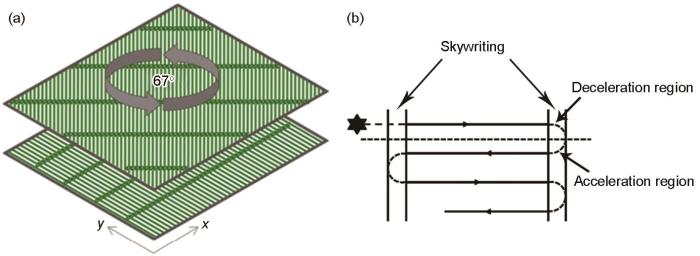
圖2 沉積層與層之間旋轉(zhuǎn)67°成形及掃描路徑采用“skywriting”掃描策略示意圖
Fig.2 Scanning strategies of rotation angle of 67° between adjacent layers (a) and “skywriting” scan mode along the set scanning path (b)
1.2 微觀組織表征
將SLM 304L不銹鋼樣品用SiC砂紙逐級(jí)濕磨至3000號(hào),SiO2懸浮液拋光至鏡面。選擇30%NaOH溶液對(duì)樣品表面進(jìn)行電化學(xué)腐蝕,反復(fù)清洗吹干后,使用DM-i8倒置光學(xué)顯微鏡(OM)進(jìn)行金相觀察,使用Image-J軟件統(tǒng)計(jì)晶粒尺寸。為了保證對(duì)比樣品之間的一致性,在金相樣品制備和觀察過程中,盡可能保證相同的實(shí)驗(yàn)條件和處理時(shí)間。
選擇T300-L100和T300-L1000 2個(gè)較大尺寸樣品,使用SU7000掃描電鏡(SEM)配備的EDAX高速電子背散射衍射(EBSD)系統(tǒng)對(duì)其進(jìn)行相分析,對(duì)經(jīng)SiC砂紙逐級(jí)打磨的樣品進(jìn)行電解拋光,采用體積分?jǐn)?shù)4%HClO4 + 96%C2H5OH電解液,電壓45 V,時(shí)間2 min。選取合適區(qū)域進(jìn)行EBSD掃描,掃描步長(zhǎng)為0.1 μm,掃描區(qū)域約為320 μm × 320 μm。使用Orientation Image Microscope (OIM) 8.1圖像處理軟件進(jìn)行分析,得到晶粒取向和尺寸分布圖。
利用D8 Advance X射線衍射儀(XRD)進(jìn)行物相分析,掃描角度2θ = 20°~90°,掃描速率為0.6°/min。
1.3 力學(xué)性能測(cè)試
使用Zwick/Roell Z50萬(wàn)能試驗(yàn)機(jī)進(jìn)行室溫拉伸力學(xué)性能測(cè)試,拉伸速率0.5 mm/min,考慮到樣品尺寸限制,采用等比例縮小的非標(biāo)樣品,樣品幾何形狀與尺寸如圖3a所示。拉伸加載方向?yàn)榇怪贝蛴?gòu)建的水平方向,如圖3b所示。
圖3

圖3 拉伸測(cè)試樣品尺寸及SLM制備過程示意圖
Fig.3 Tensile test specimen (unit: mm) (a) and schematic of SLM (b)
2 實(shí)驗(yàn)結(jié)果
2.1 顯微組織
圖4為SLM 304L不銹鋼沿構(gòu)建方向(垂直方向)和垂直構(gòu)建方向(水平方向)的顯微組織的OM像。圖4a與b中沿構(gòu)建方向的顯微組織為典型的逐層疊加“魚鱗狀”熔池形貌,熔池內(nèi)部晶粒形貌以柱狀晶為主并且存在柱狀晶外延生長(zhǎng)現(xiàn)象。圖4c與d中水平方向的顯微形貌特征為打印過程中激光掃描路徑痕跡,以等軸晶為主,與打印設(shè)計(jì)中道次寬度保持較好一致性。
圖4

圖4 SLM 304L不銹鋼沿打印構(gòu)建方向顯微組織的OM像
Fig.4 Low (a, c) and high (b, d) magnified OM images of SLM 304L ‘fish scale’ morphology (a) and columnar grains (b) with melt pool boundary on longitudinal plane, and laser exposure traces (c) and equiaxed grains (d) on horizontal plane
首先對(duì)不同T × L組合的樣品進(jìn)行金相觀察,圖5所示為最小尺寸樣品到較大尺寸樣品的顯微組織形貌。圖5a和b分別為單道次(T1-L5)和兩道次(T2-L5)小尺寸樣品的顯微組織,從宏觀整體形貌中掃描道次可分辨,T1-L5和T2-L5樣品寬度分別為76.23與151.6 μm,與單道次80 μm和兩道次160 μm的設(shè)計(jì)寬度保持較高一致性,證明了實(shí)驗(yàn)過程中SLM成形精度高、尺寸變形小。樣品高度測(cè)量結(jié)果分別為167和198 μm,與設(shè)計(jì)高度200 μm (5層 × 40 μm)之間存在的偏差,主要是由于樣品預(yù)磨過程中的磨損造成的。對(duì)局部區(qū)域進(jìn)行高倍觀察,如圖5a和b中箭頭所示區(qū)域,沿打印構(gòu)建方向主要形成柱狀晶組織,T1-L5內(nèi)部晶粒組織以極細(xì)小“米粒形”柱狀晶為主,用Image-J軟件統(tǒng)計(jì)后,晶粒尺寸約為4 μm。T2-L5樣品中,柱狀晶晶粒尺寸有所長(zhǎng)大,靠近基板的底部仍以“米粒形”柱狀晶為主,隨構(gòu)建層厚增加,逐漸轉(zhuǎn)變?yōu)?ldquo;短窄形”柱狀晶,平均晶粒尺寸約為9 μm。圖5c~f分別為T20時(shí),L10、L100、L700和L1000不同層厚樣品的顯微組織。可知,隨打印層厚的增加,樣品具有相似的熔池大小和形貌。局部放大形貌表明,隨尺寸增大,晶粒內(nèi)部柱狀晶有長(zhǎng)大趨勢(shì),主要以“長(zhǎng)條形”柱狀晶存在。通過對(duì)比可知,掃描道次相同時(shí),隨著L的增大,其內(nèi)部柱狀晶逐漸向更大長(zhǎng)徑比的“長(zhǎng)條形”轉(zhuǎn)變,少部分殘留“米粒形”柱狀晶主要分布在熔池線附近,如圖5e和f的局部放大圖所示。對(duì)柱狀晶尺寸進(jìn)行統(tǒng)計(jì)分析,結(jié)果表明,T1-L5和T2-L5樣品晶粒尺寸為(4 ± 1)和(9 ± 2) μm,T20-L10、L100、L700和L1000樣品內(nèi)部晶粒尺寸依次為(9 ± 2)、(11 ± 3)、(15 ± 2)和(17 ± 1) μm。由此可見,隨層厚增加,柱狀晶尺寸呈略微長(zhǎng)大趨勢(shì)。
圖5
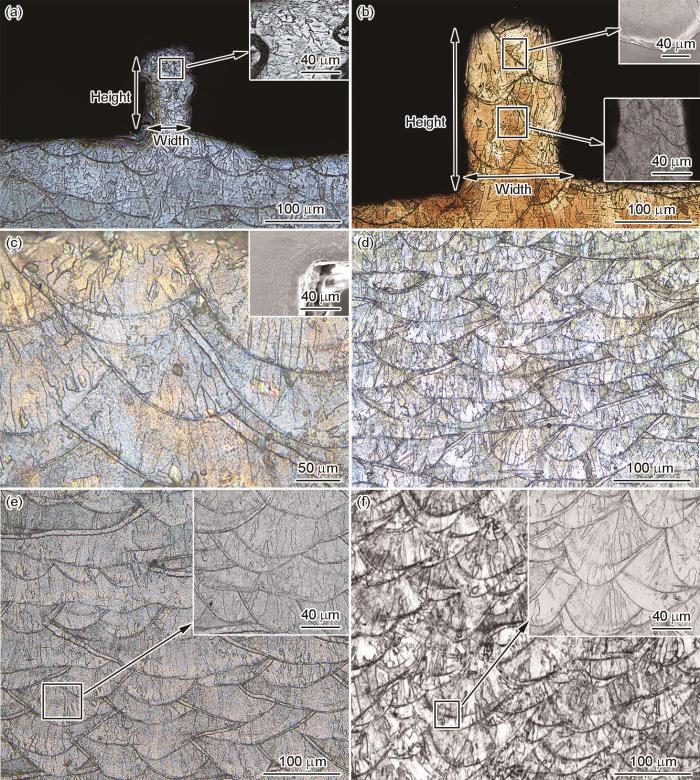
圖5 不同尺寸效應(yīng)SLM 304L樣品沿打印構(gòu)建方向顯微組織的OM像
Fig.5 OM images of SLM 304L stainless steel samples with different T × L sizes along the building direction
(a) T1-L5 (b) T2-L5 (c) T20-L10 (d) T20-L100 (e) T20-L700 (f) T20-L1000
為進(jìn)一步研究尺寸效應(yīng)對(duì)微觀組織的影響,對(duì)T100、T200和T300系列的大尺寸樣品的柱狀晶尺寸及分布進(jìn)行了分析。圖6為T100系列不同打印層數(shù)樣品沿構(gòu)建方向的顯微組織形貌。圖6a T100-L100樣品中熔池內(nèi)部沿打印構(gòu)建方向生成小尺寸柱狀晶,主要為短長(zhǎng)徑比的“米粒形”和近等軸的“短窄形”柱狀晶。與T100-L100相比,T100-500、T100-L700和T100-L1000樣品中,隨著打印層數(shù)增加,熔池內(nèi)部晶粒組織粗化明顯,柱狀晶長(zhǎng)徑比變大,逐漸以“長(zhǎng)條形”柱狀晶為主。在每個(gè)樣品中選取3張金相照片,統(tǒng)計(jì)100~150個(gè)清晰可見的柱狀晶組織,依據(jù)YB/T 5148—1993金相法統(tǒng)計(jì)晶粒尺寸的方法,將晶粒組織所占面積作為判斷依據(jù)對(duì)柱狀晶尺寸進(jìn)行統(tǒng)計(jì)分析。根據(jù)統(tǒng)計(jì)分析,結(jié)合柱狀晶長(zhǎng)徑比和面積的統(tǒng)計(jì)結(jié)果,分別以0~50 μm2、51~150 μm2和≥151 μm2作為門檻值,定義“米粒形”、“短窄形”和“長(zhǎng)條形”柱狀晶。分別統(tǒng)計(jì)“米粒形”、“短窄形”和“長(zhǎng)條形”3種形貌柱狀晶所占比例與平均晶粒尺寸,結(jié)果如表3所示。隨著打印層數(shù)的增加,晶粒組織粗化明顯,柱狀晶平均晶粒尺寸由13 μm增加至20 μm;與T100-L100、T100-L500和T100-700相比,T100-L1000樣品內(nèi)部長(zhǎng)徑比較小的“米粒形”與“短窄形”柱狀晶所占比例明顯下降,長(zhǎng)徑比大的“長(zhǎng)條形”柱狀晶所占比例明顯上升,由此可判斷樣品內(nèi)部的晶粒尺寸增大的主要原因?yàn)?ldquo;長(zhǎng)條形”柱狀晶所占的比例上升。
圖6
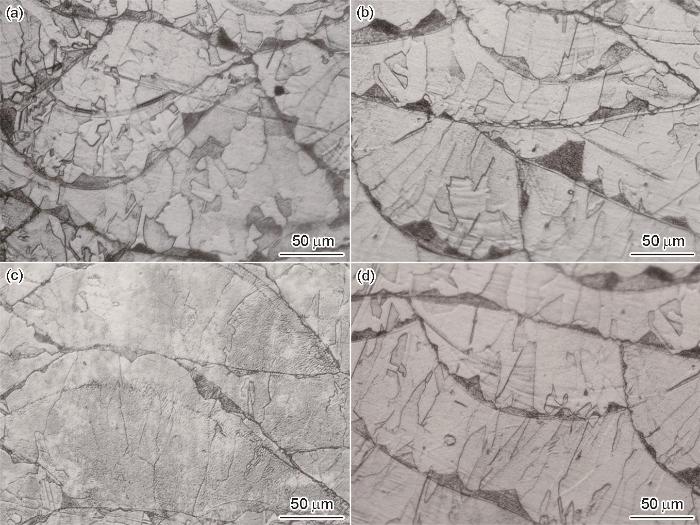
圖6 SLM 304L不銹鋼T100系列樣品顯微組織的OM像
Fig.6 OM images of microstructures of T100 series samples in SLM 304L stainless steel
(a) T100-L100 (b) T100-L500 (c) T100-700 (d) T100-L1000
表3 T100系列樣品內(nèi)部晶粒尺寸與柱狀晶分布統(tǒng)計(jì)結(jié)果
Table 3
| Sample | Grain size / μm | Rice-shaped columnar | Narrow-short columnar | Strip columnar |
|---|---|---|---|---|
| (0-50 μm2) / % | (51-150 μm2) / % | (≥ 151 μm2) / % | ||
| T100-L100 | 13 ± 2 | 25.2 | 50.7 | 24.1 |
| T100-L500 | 16 ± 2 | 21.3 | 45.6 | 33.1 |
| T100-L700 | 18 ± 1 | 18.7 | 42.3 | 38.0 |
| T100-L1000 | 20 ± 2 | 17.6 | 45.0 | 47.4 |
圖7和表4為T200系列、不同打印層數(shù)樣品沿打印構(gòu)建方向的顯微組織OM像和柱狀晶統(tǒng)計(jì)分析。與T100樣品相比,在T200樣品中,晶粒組織粗化明顯,“米粒形”柱狀晶所占比例下降,熔池線附近分布少量小尺寸“米粒形”柱狀晶,其主要原因?yàn)檫x區(qū)激光熔化成形過程中熔池前沿的凝固速率與溫度梯度較大,因此熔池線附近存在胞晶與碳化物析出相,這與Wang等[9]和Rajeshkumar等[22]的研究結(jié)果相符。隨著打印層數(shù)增加,T200-L100、T200-L500、T200-L700和T200-L1000樣品中晶粒尺寸由17 μm增長(zhǎng)至22 μm,長(zhǎng)徑比大的“長(zhǎng)條形”柱狀晶所占比例增大。
圖7
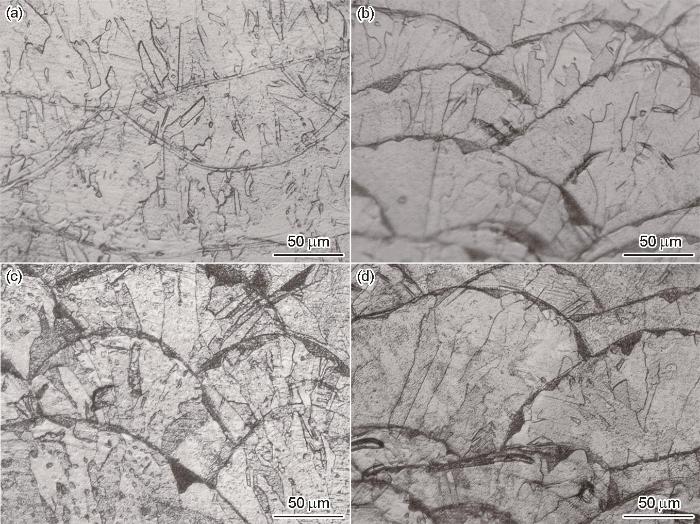
圖7 SLM 304L不銹鋼T200系列樣品顯微組織的OM像
Fig.7 OM images of microstructures of T200 series samples in SLM 304L stainless steel
(a) T200-L100 (b) T200-L500 (c) T200-700 (d) T200-L1000
表4 T200樣品晶粒尺寸與柱狀晶分布統(tǒng)計(jì)結(jié)果
Table 4
| Sample | Grain size / μm | Rice-shaped columnar | Narrow-short columna | Strip columnar |
|---|---|---|---|---|
| (0-50 μm2) / % | (51-150 μm2) / % | (≥ 151 μm2) / % | ||
| T200-L100 | 15 ± 2 | 20.9 | 46.2 | 32.9 |
| T200-L500 | 19 ± 2 | 18.7 | 44.3 | 37.0 |
| T200-L700 | 20 ± 2 | 17.3 | 45.1 | 37.6 |
| T200-L1000 | 22 ± 1 | 16.1 | 42.4 | 41.5 |
圖8和表5為T300系列、不同打印層數(shù)樣品沿打印構(gòu)建方向的顯微組織和柱狀晶尺寸與分布統(tǒng)計(jì)。與T100和T200系列樣品相比,T300樣品內(nèi)部柱狀晶尺寸明顯長(zhǎng)大,小長(zhǎng)徑比的“米粒形”柱狀晶比例顯著下降,熔池內(nèi)部主要以大尺寸“短窄形”柱狀晶和“長(zhǎng)條形”柱狀晶為主。隨著打印層數(shù)由100逐漸增加至500、700和1000,樣品熔池內(nèi)部柱狀晶尺寸仍然存在長(zhǎng)大的趨勢(shì),柱狀晶的連續(xù)性更好,尤其在T300-L1000大尺寸樣品中,“長(zhǎng)條形”柱狀晶所占比例上升為67.2%。
圖8
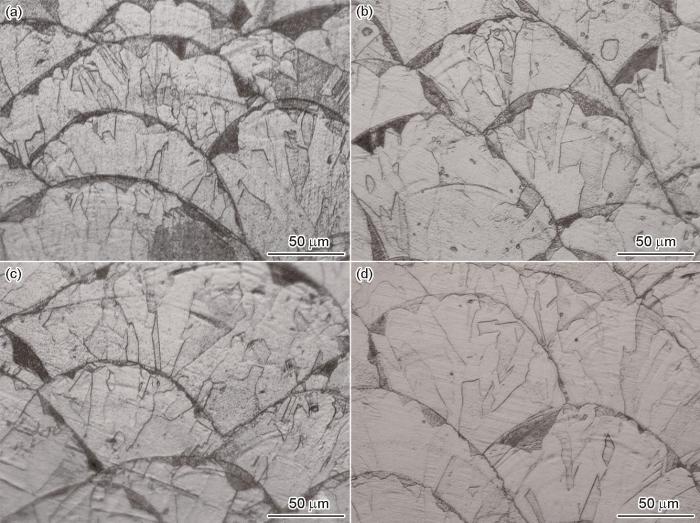
圖8 SLM 304L不銹鋼T300系列樣品顯微組織的OM像
Fig.8 OM images of microstructures of T300 series samples in SLM 304L stainless steel
(a) T300-L100 (b) T300-L500 (c) T300-700 (d) T300-L1000
表5 T300系列樣品晶粒尺寸與柱狀晶分布統(tǒng)計(jì)結(jié)果
Table 5
| Sample | Grain size / μm | Rice-shaped columnar | Narrow-short columnar | Strip columnar |
|---|---|---|---|---|
| (0-50 μm2) / % | (51-150 μm2) / % | (≥ 151 μm2) / % | ||
| T300-L100 | 18 ± 2 | 12.0 | 37.0 | 51.0 |
| T300-L500 | 20 ± 2 | 11.7 | 32.0 | 56.3 |
| T300-L700 | 23 ± 2 | 10.5 | 30.0 | 59.5 |
| T300-L1000 | 25 ± 1 | 9.7 | 23.1 | 67.2 |
2.2 物相分析
圖9為T100、T200和T300系列樣品的XRD譜,不同尺寸樣品的基體組織均為γ-奧氏體相,主衍射峰位置出現(xiàn)在44°、52°以及75°,在44°主峰附近存在弱峰,對(duì)應(yīng)δ-鐵素體的(110)衍射峰。不同尺寸樣品的衍射峰位置相同,說明尺寸效應(yīng)對(duì)物相組成的影響較小。此外,隨樣品尺寸增大,52°與75°附近的γ-奧氏體相衍射峰整體右移,結(jié)合顯微組織分析結(jié)果,推測(cè)造成這種現(xiàn)象的原因是大尺寸樣品中殘余應(yīng)力增大導(dǎo)致的晶格畸變,柱狀晶尺寸變大也會(huì)導(dǎo)致殘余應(yīng)力的增加。
圖9
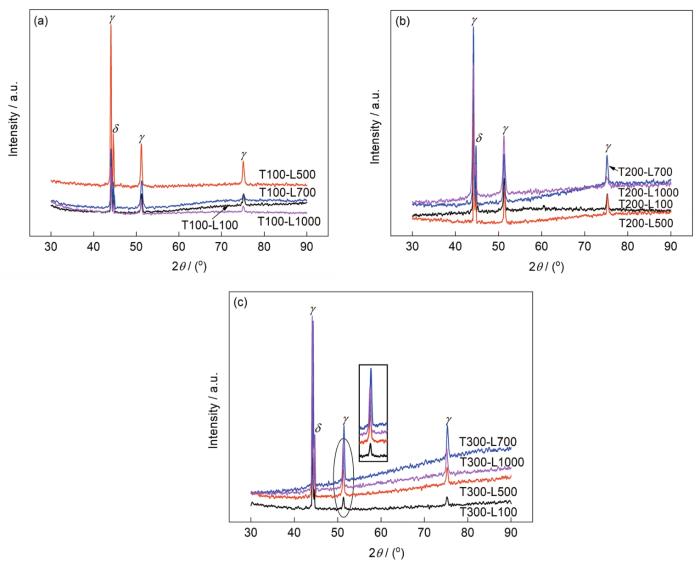
圖9 T100、T200和T300系列樣品XRD譜
Fig.9 XRD spectra of T100 (a), T200 (b), and T300 (c) series samples with different sizes
為進(jìn)一步研究SLM 304L不銹鋼的物相結(jié)構(gòu)和相含量及分布,選取T300-L100與T300-L1000 2個(gè)樣品進(jìn)行EBSD析出相面積比分析,如圖10所示。在SLM 304L不銹鋼中,除奧氏體基體外,還存在δ-鐵素體和σ相(FeCrMo化合物)。在2種樣品中,析出相的形貌和分布均相似。δ-鐵素體面積占比約為1.2%,呈塊狀分布,與傳統(tǒng)鑄造/鍛造成形所形成的針狀δ-鐵素體形貌不同,其主要原因是SLM成形過程的超快冷速造成奧氏體不銹鋼凝固過程中生成的鐵素體無(wú)法完全向奧氏體發(fā)生相變,最終形成奧氏體包圍的殘留塊狀鐵素體組織,文獻(xiàn)[24]中對(duì)此現(xiàn)象進(jìn)行了詳細(xì)闡述。σ相含量約為1.0%,沿晶界或熔池界線呈彌散分布,但由于σ相尺寸太小,標(biāo)定誤差較大,因此σ析出相的統(tǒng)計(jì)結(jié)果僅供參考。EBSD析出相分析進(jìn)一步驗(yàn)證了XRD的相分析結(jié)果,并且在不同尺寸的樣品中,析出相的形貌和含量未見明顯差異。
圖10

圖10 T300-L100和T300-L1000樣品析出相的EBSD分析
Fig.10 Phase distribution images by EBSD in SLM 304L stainless steel of T300-L100 (a) and T300-L1000 (b)
Color online
2.3 力學(xué)性能
對(duì)不同尺寸效應(yīng)的樣品進(jìn)行室溫拉伸力學(xué)性能測(cè)試,獲得應(yīng)力-應(yīng)變曲線及拉伸力學(xué)性能測(cè)試結(jié)果,如圖11和表6所示。SLM制備的304L不銹鋼普遍表現(xiàn)出高強(qiáng)度高塑性的特性,不同尺寸效應(yīng)的樣品中,屈服強(qiáng)度分布范圍為460~540 MPa,抗拉強(qiáng)度分布范圍為650~690 MPa,塑性延伸率在52%~69%之間。在前期研究[15]中對(duì)SLM 304L不銹鋼同時(shí)獲得高強(qiáng)度和高塑性的機(jī)理進(jìn)行了詳細(xì)闡述,主要原因是SLM過程中極快的冷卻速率和高的溫度梯度產(chǎn)生了大量亞微米級(jí)胞狀亞晶,平均胞晶尺寸0.5 μm,對(duì)材料起到了細(xì)晶強(qiáng)化和提高塑性的作用。圖11a和b分別對(duì)比了相同層數(shù)(L = 100)條件下道次增加(T100、T200和T300),和相同道次(T = 100)條件下層數(shù)增加(L100、L500、L700和L1000)對(duì)力學(xué)性能的影響,隨層數(shù)和道次單變量增加,均表現(xiàn)出材料強(qiáng)度下降而塑性增加的趨勢(shì)。但當(dāng)尺寸增大到一定程度時(shí),力學(xué)性能變化趨于平緩。圖11c和d為T200和T300 2種較大尺寸樣品力學(xué)性能隨打印層數(shù)增加的變化。樣品表現(xiàn)出整體屈服強(qiáng)度和抗拉強(qiáng)度下降,塑性延伸率上升。表6綜合對(duì)比了不同尺寸效應(yīng)樣品的拉伸力學(xué)性能測(cè)量結(jié)果,掃描道次和打印層數(shù)的增加都會(huì)導(dǎo)致強(qiáng)度下降和塑性延伸率提高,當(dāng)尺寸增大到一定程度后,力學(xué)性能的變化趨勢(shì)趨于平緩。力學(xué)性能測(cè)試結(jié)果驗(yàn)證了尺寸效應(yīng)的影響作用,尤其在較小尺寸樣品中,尺寸效應(yīng)的影響作用更加明顯。
圖11
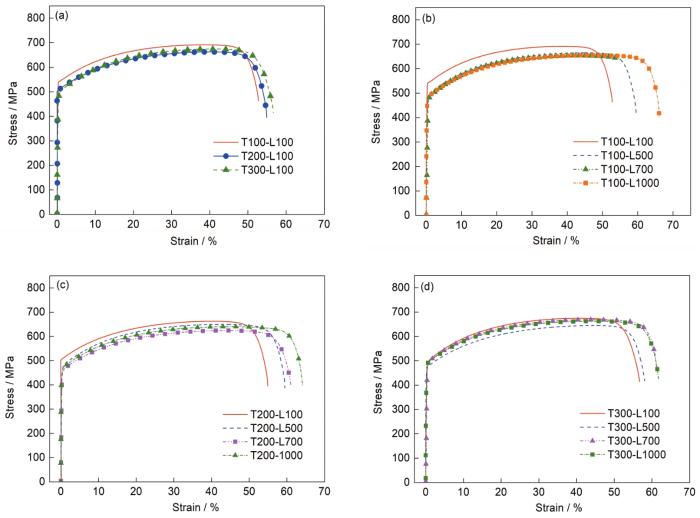
圖11 不同尺寸效應(yīng)樣品的室溫拉伸應(yīng)力-應(yīng)變曲線
Fig.11 Stress-strain curves of L100 (a), T100 (b), T200 (c), and T300 (d) series samples
表6 SLM 304L不銹鋼不同尺寸效應(yīng)樣品室溫拉伸強(qiáng)度與塑性
Table 6
| Sample | Yield strength | Ultimate tensile | Elongation |
|---|---|---|---|
| MPa | strength / MPa | % | |
| T100-L100 | 541.5 ± 17 | 691.6 ± 14 | 52.7 ± 0.6 |
| T100-L500 | 478.7 ± 13 | 667.0 ± 16 | 61.0 ± 0.2 |
| T100-L700 | 475.7 ± 15 | 654.7 ± 20 | 60.1 ± 0.9 |
| T100-L1000 | 477.8 ± 9 | 665.9 ± 23 | 66.6 ± 0.3 |
| T200-L100 | 504.6 ± 15 | 682.8 ± 17 | 54.9 ± 0.7 |
| T200-L500 | 476.6 ± 8 | 656.1 ± 19 | 59.9 ± 0.9 |
| T200-L700 | 470.2 ± 11 | 649.1 ± 22 | 63.3 ± 0.4 |
| T200-L1000 | 464.2 ± 15 | 646.3 ± 14 | 67.0 ± 0.5 |
| T300-L100 | 486.8 ± 13 | 674.6 ± 24 | 56.6 ± 0.8 |
| T300-L500 | 470.9 ± 18 | 669.2 ± 18 | 59.3 ± 0.9 |
| T300-L700 | 472.9 ± 8 | 667.8 ± 16 | 63.0 ± 1.0 |
| T300-L1000 | 459.8 ± 12 | 662.7 ± 16 | 63.1 ± 1.2 |
3 分析討論
3.1 尺寸效應(yīng)對(duì)凝固過程的影響
隨著G / R值降低,材料傾向于形成連續(xù)性更好的柱狀晶組織,而G × R的值越大表明晶粒細(xì)化程度越高[23~25]。Geng等[25]針對(duì)凝固過程中G和R對(duì)顯微組織的影響作用和機(jī)理進(jìn)行了系統(tǒng)研究,控制G和R可以控制凝固組織的尺寸和形貌,隨著G / R值的增大,凝固組織由等軸晶向柱狀晶轉(zhuǎn)變,而隨著G × R值的增大,晶粒尺寸呈現(xiàn)逐漸變小的趨勢(shì)。為了澄清不同尺寸效應(yīng)樣品在SLM成形過程中的凝固行為,采用ANSYS ADDITIVE模塊對(duì)SLM打印過程中的凝固特征進(jìn)行仿真模擬,闡明尺寸效應(yīng)對(duì)G和R的影響作用。設(shè)計(jì)3種尺寸效應(yīng)的樣品,通過仿真模擬獲得凝固過程特征,結(jié)果如表7所示。隨打印層數(shù)增加和樣品尺寸增大,SLM過程中冷卻速率G × R由1.57 × 106 K/s降低至1.47 × 106 K/s,溫度梯度G由5.1 × 106 K/m下降至4.7 × 106 K/m,G / R值由1.66 × 107 K·s/m2下降至1.55 × 107 K·s/m2,即樣品尺寸增加會(huì)導(dǎo)致G × R和G / R同時(shí)下降。根據(jù)形核理論與過冷度理論可知,尺寸增大會(huì)導(dǎo)致成形區(qū)過冷度下降,隨著過冷度的下降,成核所需驅(qū)動(dòng)力降低,形核生長(zhǎng)時(shí)間增加,形核臨界半徑增加,晶粒粗化明顯,因此打印尺寸越大,柱狀晶的平均晶粒尺寸越大,柱狀晶的生長(zhǎng)連續(xù)性越好。此結(jié)論與上述凝固學(xué)原理一致,即G × R和G / R的下降會(huì)導(dǎo)致尺寸更大、連續(xù)性更好的柱狀晶生成。
表7 SLM成形過程中凝固速率(R)和溫度梯度(G)的模擬結(jié)果
Table 7
| X | Y | Z | G | R | G × R | G / R |
|---|---|---|---|---|---|---|
| mm | mm | mm | K·m-1 | m·s-1 | K·s-1 | K·s·m-2 |
| 5 | 1 | 1 | 5116897 | 0.3075 | 1573810 | 16640315 |
| 5 | 1 | 2 | 5143065 | 0.3010 | 1548151 | 17086594 |
| 5 | 1 | 5 | 4789272 | 0.3078 | 1474094 | 15559688 |
模擬仿真結(jié)果與實(shí)驗(yàn)結(jié)果也保持了較好的一致性,如圖6~8和表3~5結(jié)果,隨著打印尺寸增大,熔池內(nèi)部柱狀晶由“米粒形”向“短窄形”進(jìn)而向“長(zhǎng)條形”過渡,“米粒形”和“短窄形”柱狀晶的比例分別由25.2%、50.7%下降至9.7%、23.1%,“長(zhǎng)條形”柱狀晶比例由24.1%上升至67.2%。平均晶粒尺寸由4 μm增加至25 μm。圖12所示為根據(jù)金相顯微照片繪制的T100-L100、T200-L100和T300-L1000 3種尺寸樣品的柱狀晶分布示意圖。表明隨著樣品尺寸增大,SLM 304L不銹鋼樣品內(nèi)部沿打印構(gòu)建方向傾向于形成尺寸更大、連續(xù)性更好的柱狀晶組織。在SLM工藝參數(shù)和能量輸入確定的情況下,隨著打印尺寸的增加,過冷度下降,導(dǎo)致沿最大溫度梯度(散熱方向)方向上的凝固速率下降,形核率下降,促進(jìn)了晶粒沿散熱方向的擇優(yōu)生長(zhǎng),晶粒形貌逐漸由低長(zhǎng)徑比的近等軸晶組織向高長(zhǎng)徑比的柱狀晶組織發(fā)生轉(zhuǎn)變,這與Leicht等[26]在打印尺寸對(duì)SLM 316L不銹鋼組織演變影響的研究結(jié)果基本吻合。
圖12

圖12 SLM 304L不銹鋼樣品中沿打印構(gòu)建方向柱狀晶形貌及分布隨尺寸效應(yīng)演變示意圖
Fig.12 Schematics showing the change of columnar crystal morphology and proportion with the different build geometries
(a) T100-L100
(b) T200-L100
(c) T300-L1000
3.2 尺寸效應(yīng)對(duì)力學(xué)性能的影響作用
圖11和表6中不同尺寸效應(yīng)SLM 304L不銹鋼的室溫拉伸力學(xué)性能結(jié)果表明,隨著打印尺寸增加,材料的屈服強(qiáng)度和抗拉強(qiáng)度下降,而塑性逐漸升高。尺寸效應(yīng)對(duì)力學(xué)性能的影響作用主要體現(xiàn)在2方面。
一方面,根據(jù)Hall-Petch[27,28]效應(yīng)可知,晶粒尺寸越小阻礙位錯(cuò)滑移的晶界越多,表現(xiàn)為材料強(qiáng)度的增加。屈服強(qiáng)度(σs)與晶粒尺寸(d)的關(guān)系為:
式中,
另一方面,隨著打印尺寸的增加,打印過程中產(chǎn)生的殘余應(yīng)力不斷累加,樣品內(nèi)部的殘余應(yīng)力增加,對(duì)材料起到應(yīng)變硬化提高強(qiáng)度的作用。但同時(shí)大尺寸樣品經(jīng)歷的循環(huán)受熱在一定程度上起到對(duì)材料進(jìn)行退火處理消除殘余應(yīng)力的作用,因此隨樣品尺寸增大,在殘余應(yīng)力累加和循環(huán)受熱2種競(jìng)爭(zhēng)影響機(jī)制下,殘余應(yīng)力并未表現(xiàn)出線性增加。
綜上所述,晶粒尺寸和殘余應(yīng)力對(duì)力學(xué)性能起相反的影響作用,其中晶界強(qiáng)化作為主要影響機(jī)制,對(duì)拉伸強(qiáng)度和塑性延伸率產(chǎn)生正向影響,但當(dāng)樣品尺寸增大到某個(gè)臨界值之后,晶粒度增長(zhǎng)不明顯、殘余應(yīng)力與循環(huán)受熱的競(jìng)爭(zhēng)機(jī)制達(dá)到平衡,殘余應(yīng)力達(dá)到較大值,屈服和抗拉強(qiáng)度將不再下降,反而表現(xiàn)出上升趨勢(shì)。
4 結(jié)論
(1) 通過設(shè)計(jì)不同T × L尺寸效應(yīng)的樣品,可獲得不同的凝固速率與溫度梯度。隨著樣品尺寸的增加,SLM 304L不銹鋼內(nèi)部?jī)A向于形成連續(xù)性更好、尺寸更大的柱狀晶組織。
(2) 隨著打印尺寸的增加,樣品內(nèi)部低長(zhǎng)徑比的近等軸晶組織所占比例下降,高長(zhǎng)徑比的柱狀晶組織所占比例增加。尺寸效應(yīng)對(duì)SLM 304L不銹鋼物相組成無(wú)明顯影響。
(3) 隨著樣品尺寸的增加,SLM 304L不銹鋼室溫拉伸強(qiáng)度下降,塑性增加。尺寸效應(yīng)影響力學(xué)性能的主要機(jī)制是晶粒尺寸的變化,晶界強(qiáng)化起主導(dǎo)作用。
來源--金屬學(xué)報(bào)“推薦閱讀”
【責(zé)任編輯】:國(guó)檢檢測(cè)版權(quán)所有:轉(zhuǎn)載請(qǐng)注明出處
 滬公網(wǎng)安備31011202020290號(hào)
滬公網(wǎng)安備31011202020290號(hào)
