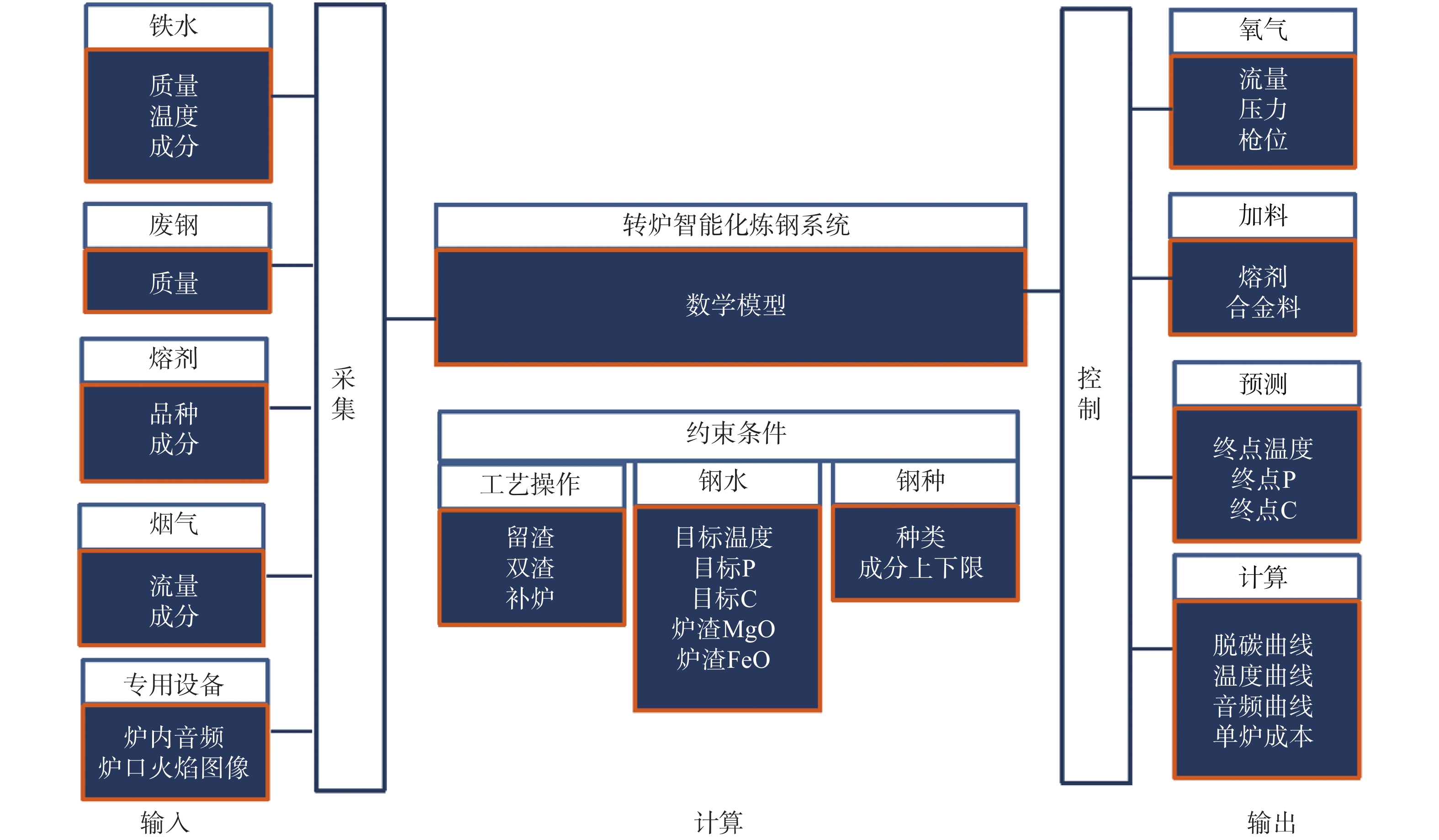
圖 1 轉爐冶煉模型系統框架圖

南京寶希智能技術有限公司,江蘇 南京 210039
安徽工業大學冶金工程學院,安徽 馬鞍山 243002
摘要: 在當前工業大數據和智能化發展的背景下,轉爐低成本高效率自動化智能煉鋼是現代煉鋼工藝發展的大趨勢。基于某廠實際生產條件,以轉爐動態和靜態模型為基礎,結合控制模型、基礎自動化、天車定位機自動識別及物流跟蹤、二級設備與網絡、數據采集與數據庫管理等模塊研發了轉爐智能煉鋼優化模型系統。模型在應用中,轉爐終點命中率由經驗煉鋼60%左右達一般水平大于80%,先進水平達90%,補吹率相比經驗煉鋼降低50%以上,煉鋼時間縮短2~10 min/爐,終點爐渣氧化性(FeO)降低1%~5%,有效減少人工操作帶來的誤差和鋼水質量波動,提高成品品質并實現低能耗生產。
工業大數據是工業生產過程中全生命周期的數據總和,是智能制造的核心,也是中國制造2025實施的關鍵支撐[1-4]。以“大數據+工業互聯網”為基礎,用云計算、大數據、物聯網、人工智能等技術引領工業生產方式的變革,拉動工業經濟的創新發展。對于鋼鐵行業來說,傳統的大數據分析技術難以勝任高精度和高可靠性的要求,同時鋼鐵工業大數據也區別于離散生產的工業現場,需要建立基于工藝機理模型上的大數據系統,整合設備自動化、過程控制、生產控制、制造管理等數據,打通縱向和橫向的數據孤島,實現管控銜接和工序銜接,并利用數據分析結果反過來指導各個環節的控制與管理決策,并通過效果監測的反饋閉環,實現決策控制持續優化。
人們對鋼鐵的需求量與日俱增。但是傳統的轉爐煉鋼技術存在著生產效率低下、耗能嚴重等問題,難以適應目前鋼鐵行業高速發展的需求,因此需要將傳統的生產方式跟現代化的自動化控制技術相結合,提高轉爐生產的自動化水平,使煉鋼生產更智能化。
轉爐煉鋼自動化控制技術的應用,可以使復雜的轉爐煉鋼操作簡單化,使轉爐煉鋼技術操作更加便捷,并且提高了鋼鐵產品質量,為鋼鐵企業帶來了更多的經濟效益和社會效益[5-6]。采用動態控制模型可實時了解轉爐冶煉狀態,達到高效冶煉的目的。因此將互聯網工業大數據與自動化控制技術相結合起來,開發轉爐冶煉模型,減少人工計算帶來的誤差,降低工人勞動強度,促進鋼鐵企業的轉型發展是未來的發展方向[7-9]。
轉爐智能冶煉優化模型控制是在轉爐動態控制的基礎上采集控制模型、基礎自動化、天車定位機自動識別及物流跟蹤、數據采集與數據庫管理等工藝設備數據,運用計算機建立的模型。
轉爐冶煉模型通過計算機系統采集控制基礎自動化和煉鋼過程計算機系統數據,進行實時通訊、存儲、挖掘,用于計算機模型自學習自我完善。在轉爐吹煉前,根據裝入的鐵水量、廢鋼量通過靜態控制模型自動計算出各種輔原料的數量和加入批次,自動給出氧槍槍位曲線和氧氣總量,并通過一級自動化發出指令自動調整氧槍高度和氧氣流量,實時計算熔池脫碳速率。
利用音頻曲線實時反映爐內渣料熔化情況,預測出熔池內能量與物料平衡及轉爐熔池內熔渣與鋼水成分溫度變化情況,根據爐氣分析等在線檢測及時獲得爐內信息,實時動態對轉爐操作進行調整,實現吹煉過程全自動操作,終點碳、溫度和終點P精確命中,計算合金加入量進行鋼水成分調整,滿足鋼水澆鑄成分要求,達到智能化自動化煉鋼的目的。
轉爐冶煉模型系統是軟硬件模型技術的綜合體,由應用軟件、標準化軟件和設備服務器組成,主要組成簡要描述(圖1)。
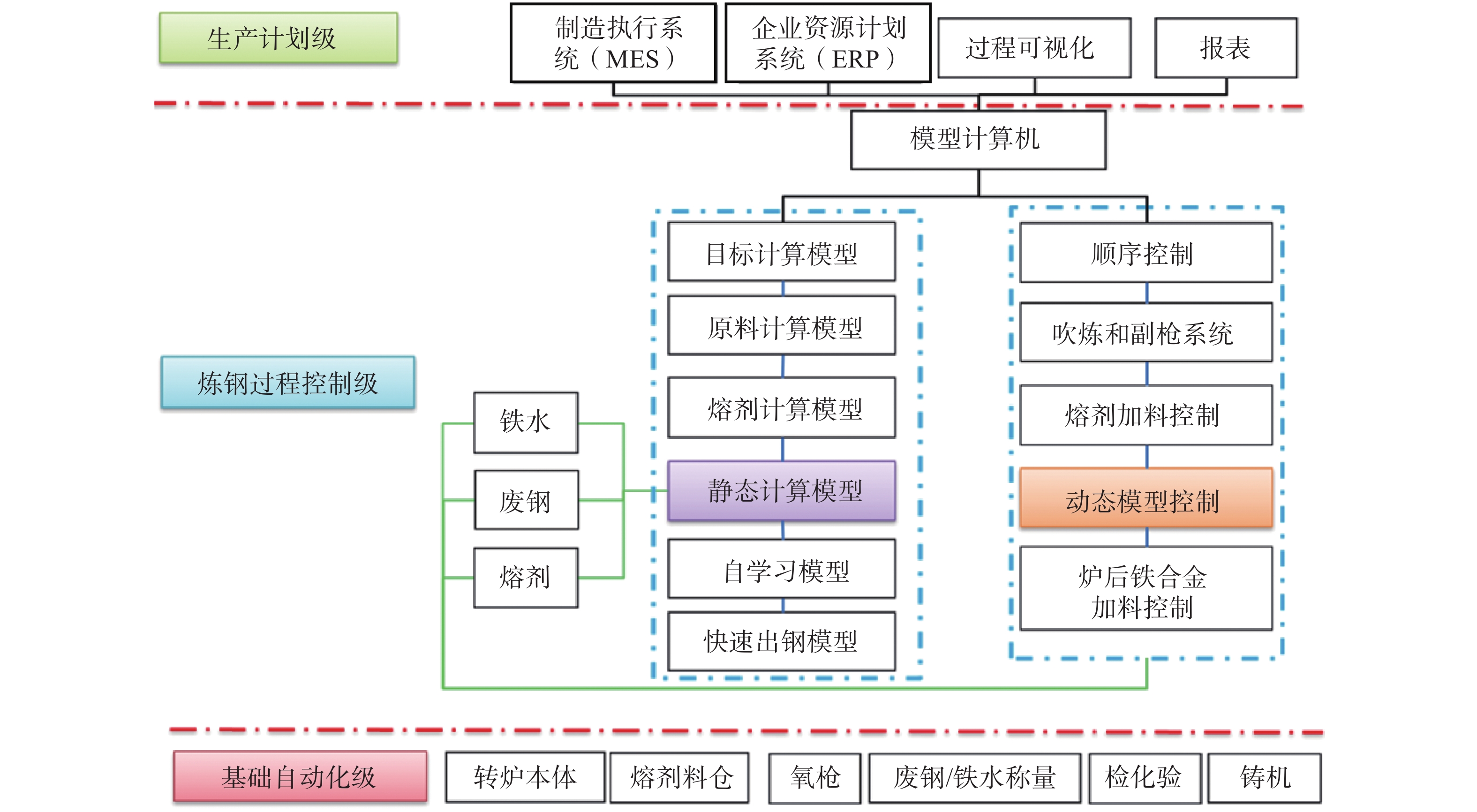
轉爐冶煉模型系統包括設備層、基礎自動化(L1)、過程自動化(L2)和轉爐冶煉模型四個子系統。設備層由現有的轉爐及其配套機械設備和電氣控制系統,包括轉爐本體、加料、氧槍、底吹、檢驗分析及現場設備儀表。基礎自動化(L1)包括轉爐、加料、氧槍、底吹等可編程邏輯控制器(PLC)和計算機組成的控制系統,主要完成冶煉過程中數據和設備狀況信息的收集,并根據模型指令完成設備控制過程的執行。過程自動化(L2)通過計算機和軟件工程提高系統和操作過程的效率并降低操作工的勞動強度。
轉爐冶煉模型通過煙氣成分在線檢測與現場數據采集,結合副槍系統,采用具有自學習功能的人工智能靜動態控制模型,實時預測熔池內脫碳和溫度變化,提高碳溫命中率,降低生產成本,有效提高產品成分均勻性和質量的穩定性。在轉爐主控室設置自動化煉鋼操作站,計算機用于轉爐冶煉模型監控及操作顯示。
轉爐冶煉模型可根據磷的分配比計算石灰等輔料加入量,滿足各種條件下的脫磷要求,比用堿度計算更合理,降低鋼鐵料消耗和石灰消耗;可對轉爐終點碳氧積進行處理用于計算終點碳,具有自動排除異常和自適應功能;模型靜態和動態都具有自學習功能,參數少且幾乎不需要維護;操作畫面少、簡潔直觀,可以通過數據傳輸全自動運行,同時便于操作工修改和輸入數據;具有目標計算、槍位擬合、實時溫度計算、煙氣分析計算碳、渣況記錄和預報、磷預測計算、錳預測計算等功能;具有模型使用效果和成本統計、評價、分析功能,可以取消現場人工記錄和報表,投入少,接入靈活,不影響原有系統,可與原有模型并行處理。具體模型圖如圖2所示。
轉爐煉鋼模型在計算過程中首先要獲得計算所需的模型參考爐次數據、鋼種要求以及計算爐次裝入數據和計算目標,然后計算石灰、鎂球、助熔劑加入量、出鋼量。通過模型靜態自學習計算出當前爐次所需的礦石加入量、氧氣量,按照加料、氧槍、副槍操作模式計算各操作步驟數據并計算合金。隨后通過煙氣分析實時計算熔池溫度、碳含量、噴濺預測,動態實時計算熔池溫度、碳含量。在冶煉結束獲得當前爐次的實際加料量、吹氧量、停吹碳、停吹溫度,并判斷是否加入學習組,更新并保存自學習數據,同時動態參數自學習并更新數據子系統功能。
鐵水是智能煉鋼系統的基礎物料,因此對其裝入質量、成分和溫度數據采集十分關鍵,誤差控制在0.5%內。通過過程數據采集,獲得轉爐工藝要求兌入鐵水成分、溫度、質量的信息通過網絡送入智能化計算機系統,為轉爐智能煉鋼實時自動提供相關在線信息和數據管理。
廢鋼的裝入量及品質要求質量誤差控制在0.5%內。廢鋼按照冶煉品種和工藝過程要求,天車工用磁盤吊吸入廢鋼的品種和質量,加到廢鋼斗中,計算機采集準確的入爐廢鋼的品種和質量。
該系統是轉爐冶煉模型的大腦和指揮中心。通過建立數學模型來對生產過程進行操作、優化和生成結果評估,從而不斷提高系統穩定性和命中率。主要的數學模型有:主原料加料吹氧計算模型、主吹階段控制模型、副吹階段控制模型、底吹控制模型、鋼水溫度實時計算模型、副槍定碳模型、動態鋼水碳和溫度實時計算模型、合金料加入計算模型以及磷含量預測和快速出鋼判斷模型。
轉爐冶煉模型系統作為管理、技術、操作相結合的平臺,可提高終點控制精度和命中率,通過計算機控制煉鋼終點命中率平均水平大于80%,先進水平可達到90%以上,與經驗煉鋼終點60%左右的命中率相比有大幅提高。模型具有先進的自學習功能,可精確計算吹煉參數,并不斷優化,與經驗煉鋼的粗略計算相比更加精確,可自適應熔劑和廢鋼原料變化、轉爐爐型變化,將其吹煉所需的氧氣量和造渣劑用量控制在最佳范圍。
采用基于智能型動態控制模型和低中高碳鋼優化脫磷工藝模型,不受爐前操作人員水平狀況影響,穩定生產過程得到碳、溫度、磷成份均勻,波動范圍小的合格鋼水。運用系統可降低補吹率,靜態控制煉鋼再吹率一般情況下小于10%,而動態控制煉鋼再吹率可控制到5%以下,比經驗煉鋼減少一半以上,同時系統具有快速出鋼功能,模型煉鋼時間比經驗煉鋼縮短2~10 min/爐,大大降低了鋼水氧化性,提高鋼水質量。
由于提高了鋼水終點控制的精度和命中率,減少了倒爐補吹次數,從而降低終點爐渣氧化性(FeO降低1%~5%)和鋼水氧含量(可降低30×10−6以上),大量減少在合金化和后處理中產生的夾雜物,從而提高鋼水潔凈度。采用轉爐智能化自動煉鋼技術可減少返吹次數,由此可防止鋼水過氧化,并降低10%的鋼水氧含量,降低爐渣中(FeO)含量1%~5%,更優化使用輔料和供氧。
根據爐氣分析等在線數據,并結合轉爐靜態控制模型和動態控制模型,通過轉爐基礎自動化控制系統,實現對轉爐的加料、吹氧、氧槍槍位、底吹攪拌、終點溫度成分的全自動化控制和冶煉過程的實時監控和動態調節,實現一鍵式煉鋼,使煉鋼過程的操作實現規范化、標準化、科學化、智能化。同時,提供技術管理平臺,有利于開展標準化作業,便于員工培訓,減輕操作人員勞動強度,減少班組間技能差異,實現基礎數據源惟一化,自動采集、存儲煉鋼重點過程參數,煉鋼重點關鍵績效指標(KPI)展示,自動生成煉鋼日報表,提供煉鋼過程數據惟一性,為大數據挖掘提供基礎數據源。
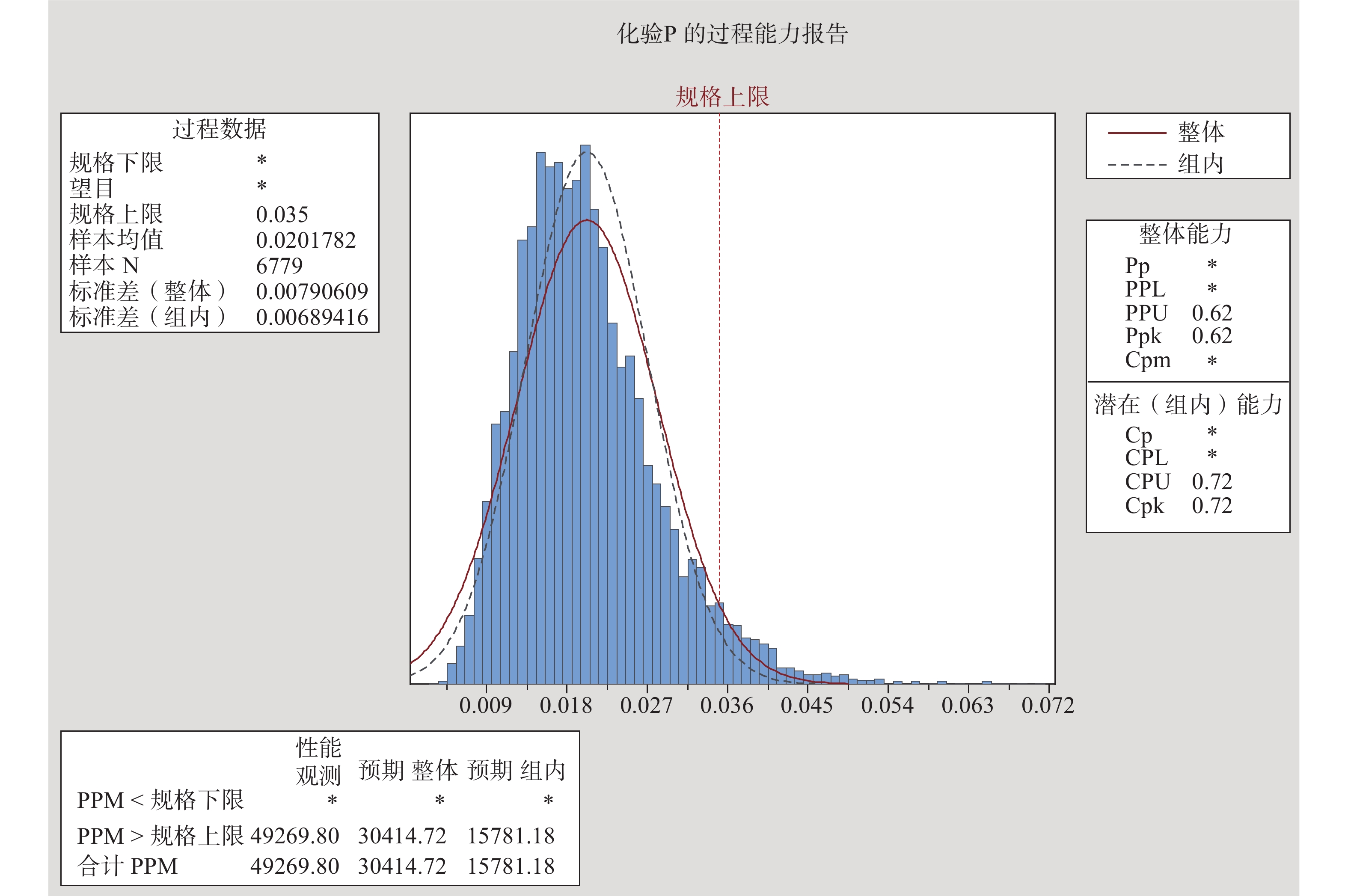
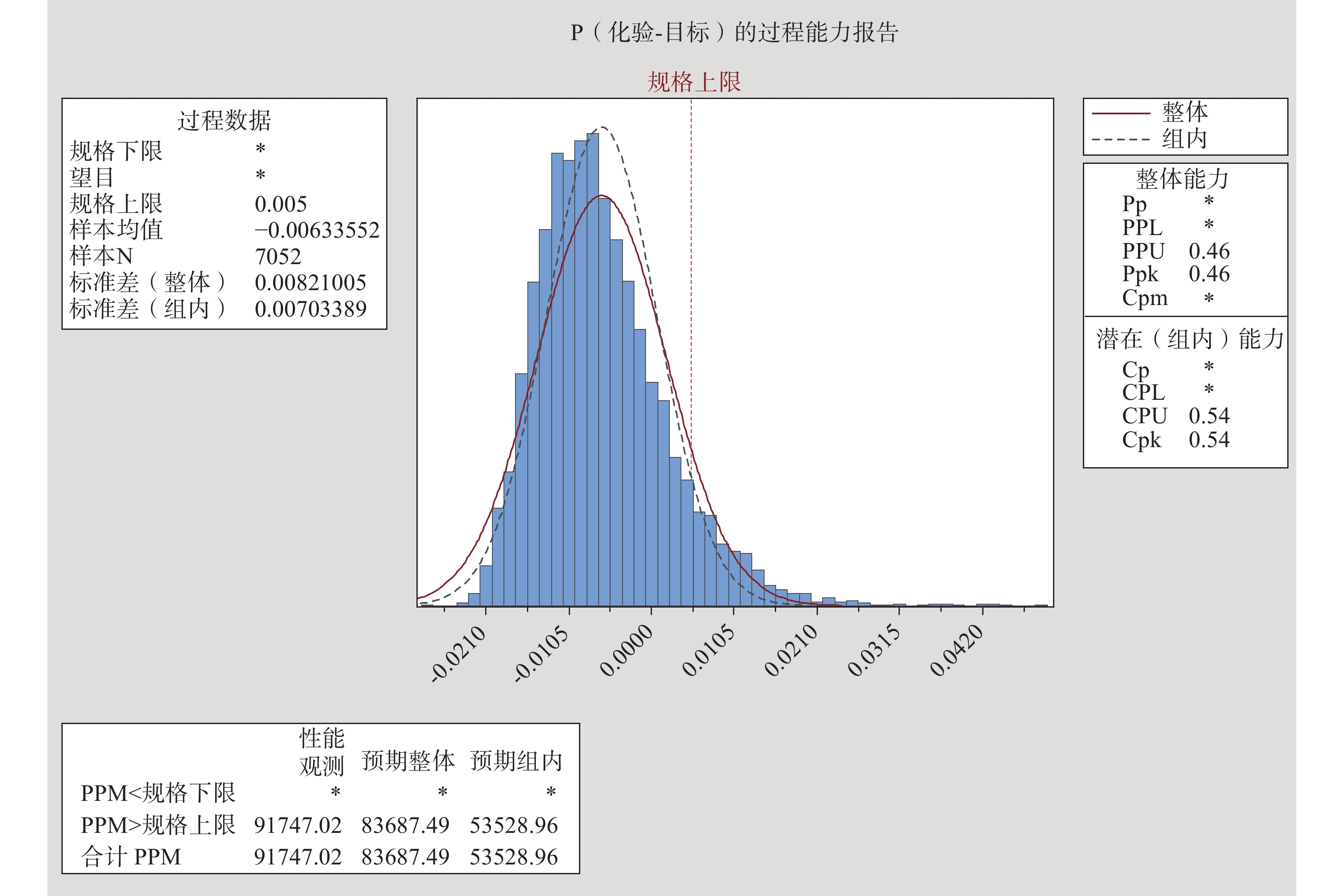
通過評估鋼水實際P含量以及溫度的命中程度來評估轉爐智能煉鋼模型的實際運行效果。冶煉后的鋼水P樣本均值為0.020,有3%左右的樣本超過上限值(0.035),過程基本可控。實際吹煉過程中,化驗的鋼水P比設定的目標P總體少0.006(樣本均值−0.006),質量浪費現象較少。圖3為鋼水化驗中P的分布情況,圖4為鋼水P偏差(化驗-目標)的分布情況。
本研究采用理論模型和數據修正結合的方法構建了轉爐智能冶煉優化模型,有效的指導了轉爐生產過程,克服了冶煉過程經驗配料的不足,對降低冶煉成本和進一步智能化改造具有重要意義。本模型的優勢在于:
(1)先進的自學習功能,冶煉結束獲得當前爐次的實際加料量、吹氧量、停吹碳和停吹溫度,判斷是否加入學習組更新并保存學習數據進行動態參數自學習。
(2)提高了終點控制精度和命中率,經驗煉鋼終點命中率一般在60%左右,應用該模型計算機控制煉鋼終點命中率一般水平大于80%,先進水平大于90%。提高了轉爐冶煉的節奏,補吹率比經驗煉鋼降低一半以上,模型煉鋼時間比經驗煉鋼縮短2~10 min/爐。
(3)實現全自動煉鋼,降低生產成本,根據爐氣分析等在線數據,并結合轉爐靜態控制模型和動態控制模型,通過轉爐基礎自動化控制系統,實現對轉爐的加料、吹氧、氧槍槍位、底吹攪拌、終點溫度成分的全自動化控制和冶煉過程的實時監控和動態調節,實現一鍵式煉鋼。使煉鋼過程的操作實現規范化、標準化、科學化和智能化。
來源:金屬世界 上海國檢浦東檢測技術有限公司 版權所有 【滬ICP備2022009160號】 百度統計
全國統一服務熱線:19957375031
客服手機號:19957375031
電話:021-33362018 質量投訴 +86-573-86161208
郵箱:shhgj@chinazbj.com
地址:上海市閔行區莘建東路58弄2號502室
備案號:滬ICP備2022009160號
技術支持:追馬網
 下載:
下載: