表 1 HRB400E化學成分控制要求(質量分數,%)
| 成分控制 | C | Mn | S、P | Si | V | Ceq |
| 實際 | 0.21~0.25 | 1.25~1.56 | ≤0.045 | 0.30~0.80 | 0.028~0.050 | 0.43~0.54 |
| 控制目標 | 0.22~0.25 | 1.28~1.32 | ≤0.045 | 0.32~0.37 | 0.028~0.031 | 0.44~0.54 |

河鋼集團唐鋼新區,河北 唐山 063611
華北理工大學遷安學院,河北 唐山 064400
GB/T 1499.2—2018中對螺紋鋼筋強度的要求給穿水鋼筋生產及銷售帶來巨大的沖擊。為提高鋼筋強度,各鋼鐵企業均采用微合金化技術,目前提高螺紋鋼強度的微合金化工藝主要有三種[1],包括V、Nb、Ti,其中Ti元素活潑性較強,微合金化鋼水可澆性差,影響生產穩定性;Nb微合金化不穩定,易造成棒材性能波動,屈服平臺不明顯;大多數企業采用V微合金化。
唐鋼二鋼軋廠以優質抗震螺紋鋼筋作為主要輸出產品,其中HRB400E抗震螺紋鋼品種占比70%以上,主要采用釩微合金化方式,鋼水氮含量平均控制在85×10−6,未能全部發揮出釩氮強化作用,同時為保證產品性能,硅錳、釩系合金加入量較大,造成HRB400E合金成本偏高。本文研究了在氮氧混吹工藝條件下,使用釩氮合金進行微合金化,增加鋼水氮含量,降低錳、釩含量,實現HRB400E綜合成本降低。
V元素作為形成碳化物和氮化物的強化元素,在鋼中主要以碳化物、氮化物或碳氮物以及固溶釩的形式存在,故釩鋼的強韌化機理主要是靠細晶強化、沉淀強化和固溶強化來實現的。適當提高氮含量可以增加V(C、N)析出的驅動力,以促進V(C、N)的析出,最終實現提高釩的析出比例[2],達到鋼筋的強化效果,同時釩的存在還可以抑制氮的有害作用。
釩的析出強化作用與釩結合碳、氮的形式密切相關,釩碳(VC)、釩氮(VN)在鐵基體中的固溶度積公式如下:
|
|
(1) |
|
|
(2) |
|
|
(3) |
比較VC和VN在奧氏體中固溶度積公式可知,VN在奧氏體中的固溶度積與VC相比小2個數量級以上。對于C質量分數為0.23%,溫度處于700~1100 ℃時,隨著氮含量的增加,V(C、N)在奧氏體中的開始析出溫度上升,有利于晶粒較早析出,進一步說明氮含量的增加有助于V(C、N)在軋制過程中析出,阻止了奧氏體晶粒的長大,起到細晶強化的作用[3]。
轉爐冶煉后期,火點區溫度高、CO壓力低,在此階段向氧氣中混入一定比例氮氣,在高溫火點作用下,氮氣分解成為氮原子,通過氮氧混合氣體的沖擊,使氮原子進入鋼液,可以提高鋼水基礎氮含量[4],通過控制吹氮時機與氮氧比例、終點控制等手段,實現鋼水增氮量在50×10−6~70×10−6。
參考前期HRB400E成分設計,根據鋼水增氮量及碳、錳、氮、釩元素屈服貢獻值,在確保能夠滿足HRB400E性能的要求前提下,構建HRB400E化學成分模型,如表1。
| 成分控制 | C | Mn | S、P | Si | V | Ceq |
| 實際 | 0.21~0.25 | 1.25~1.56 | ≤0.045 | 0.30~0.80 | 0.028~0.050 | 0.43~0.54 |
| 控制目標 | 0.22~0.25 | 1.28~1.32 | ≤0.045 | 0.32~0.37 | 0.028~0.031 | 0.44~0.54 |
唐鋼二鋼軋廠冶煉棒材產品主要流程:65 t轉爐冶煉→連鑄165 mm×165 mm方坯→棒材連軋生產線軋制?12~25 mmHRB400E。
(1) 2座65 t 轉爐,采用頂底復吹工藝。轉爐采用干法除塵,合金料烘烤,鋼包采用全程加蓋保溫,保證出鋼溫度穩定和連鑄中包溫度穩定,HRB400E生產由轉爐直上連鑄,不經精煉工序。
(2) 2臺六機六流連鑄機,鑄機半徑6 m,鑄坯斷面分別為165 mm×165 mm和180 mm×180 mm,鑄坯采用熱裝熱送,定重供坯。
(3) 2條棒材生產線,無控冷控軋裝置,開軋溫度1025~1080 ℃,棒材負差率穩定控制2.8%~6.2%,主要生產建筑鋼筋混凝土用的熱軋帶肋鋼筋,產品為?12~40 mm。
(1)僅在氮氧混吹條件下進行試驗,成分按HRB400E控制目標執行;
(2)釩合金加入時機:在脫氧劑、合金料、碳化硅加入完畢后,再加入釩系合金,保證鋼水脫氧合金化良好;
(3)鋼包底吹使用氮氣,出鋼結束后,軟吹時間不低于3 min,做大包包樣氮含量;
(4)連鑄拉速控制在2.2~2.5 m/min,中包過熱度在15~30 ℃,將試驗鋼與正常鋼上下爐劃混坯,正常直供棒材。
加熱爐均熱段溫度1150~1195 ℃,開軋溫度1025~1080 ℃,棒材負差率穩定控制2.8%~6.2%,見表2。
| 品種 | 負差/% | 均熱段溫度/℃ | 開軋溫度/℃ |
| 12螺 | 5.0~6.2 | 1150~1190 | 1030~1075 |
| 14螺 | 3.6~4.3 | 1155~1190 | 1030~1080 |
| 16螺 | 3.6~4.3 | 1150~1195 | 1025~1072 |
| 18螺 | 3.6~4.3 | 1160~1190 | 1035~1080 |
| 20螺 | 3.6~4.3 | 1150~1190 | 1030~1080 |
| 22螺 | 2.8~3.5 | 1160~1195 | 1032~1080 |
| 25螺 | 2.8~3.5 | 1152~1192 | 1030~1075 |
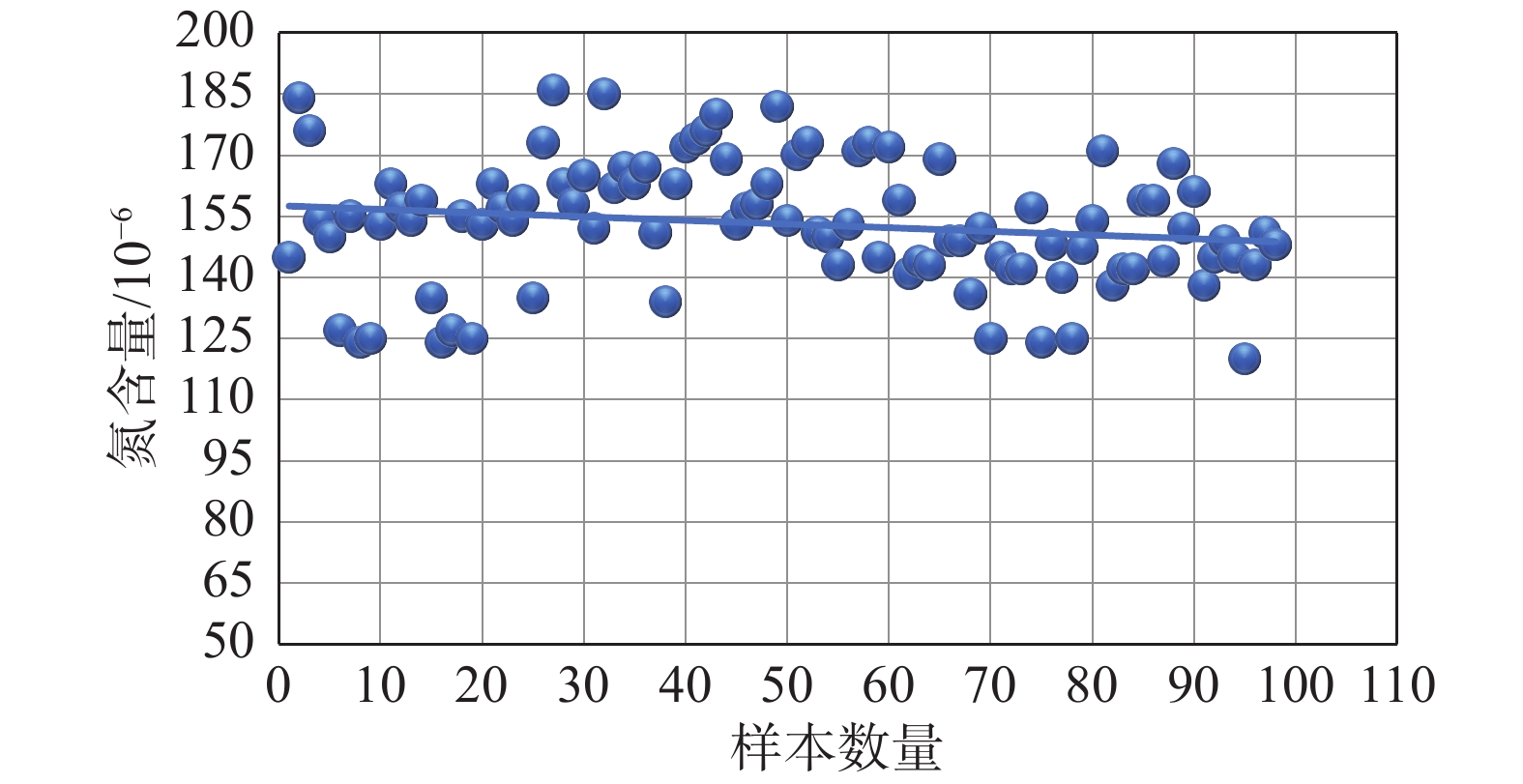
前期小批量試驗共200爐,氮含量分析102爐,鋼水氮含量分布范圍120×10−6~186×10−6,平均153×10−6,較常規工藝氮含量增加58×10−6,鋼水氮含量控制穩定,能夠滿足鋼水增氮的要求,如圖1所示。
表3為前期小批量成分及性能統計。將試驗爐次與常規工藝進行全面對比,得出以下結果:
| 項目 | C質量分數/% | Mn質量分數/% | Si質量分數/% | V質量分數/% | Ceq質量分數/% | 屈服強度/MPa |
直徑/ mm |
爐數 | |
| 試驗 | 最小值 | 0.210 | 1.25 | 0.32 | 0.025 | 0.430 | 430 |
12~25 |
200 |
| 最大值 | 0.250 | 1.41 | 0.40 | 0.033 | 0.470 | 495 | |||
| 均值 | 0.225 | 1.32 | 0.37 | 0.030 | 0.451 | 456 | |||
| 常規 | 均值 | 0.225 | 1.37 | 0.38 | 0.032 | 0.460 | 455 | 1000 | |
(1)較常規爐次Mn含量降低0.05%,V降低0.002%;
(2)軋制規格?12~25 mm,HRB400E屈服強度430~495 MPa,平均456 MPa,與常規工藝持平,性能全部合格,且遠高于國標(≥400 MPa),質量穩定性高。
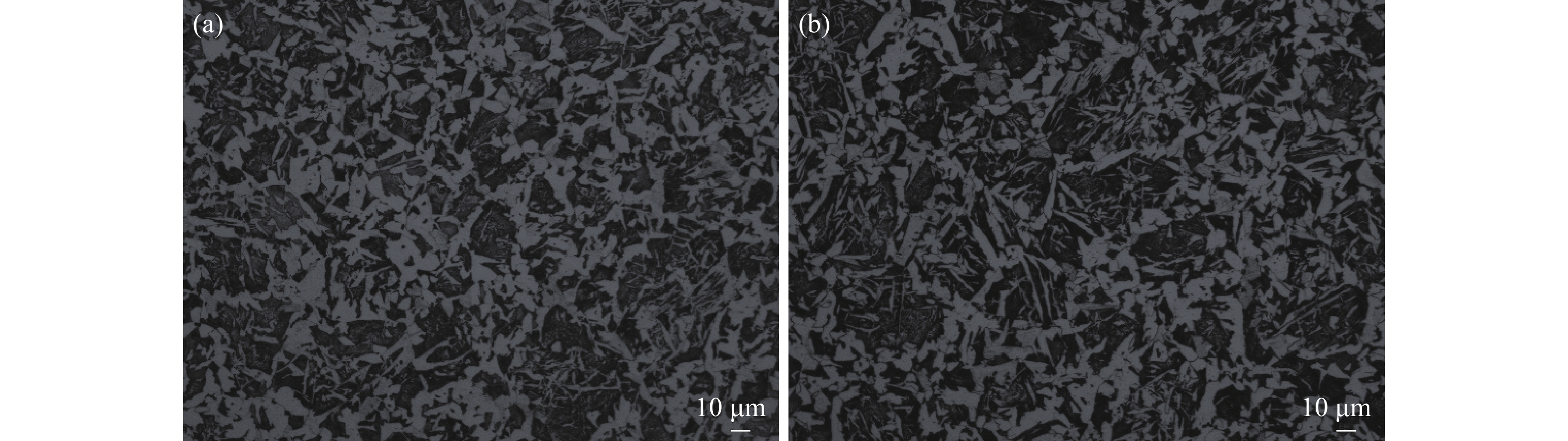
?12~25 mmHRB400E試驗期間,抽取代表規格?12 mm、?25 mm進行金屬顯微組織檢驗,試驗溫度25 ℃,相對濕度40%,且顯微組織全部由鐵素體與珠光體組成,未發現貝氏體,組織正常,見圖2。
軋制過程中取平行樣,確保其準確性,分別對?12~25 mmHRB400E進行放置10、20、30 d進行時效分析,如表4。
| 爐號 | 鋼號 |
直徑規格/ mm |
屈服強度/MPa | 屈服強度降低最大值/MPa | |||
| 原始 | 放置10 d | 放置20 d | 放置30 d | ||||
| 0A00202 | HRB400E | 12 | 465 | 450 | 453 | 450 | 15 |
| 0C01472 | HRB400E | 14 | 460 | 456 | 450 | 446 | 14 |
| 0A01127 | HRB400E | 16 | 455 | 450 | 455 | 445 | 10 |
| 0A01128 | HRB400E | 18 | 465 | 455 | 455 | 452 | 13 |
| 0A01129 | HRB400E | 20 | 470 | 465 | 460 | 455 | 15 |
| 0A01281 | HRB400E | 22 | 445 | 440 | 435 | 435 | 10 |
| 0A00485 | HRB400E | 25 | 465 | 460 | 455 | 453 | 12 |
由表4看出,隨著放置時間的變化,HRB400E的屈服強度最大降低值為15 MPa,平均降低12 MPa,屈服強度降低值均在正常范圍內,且唐鋼HRB400E出廠標準最低值≥425 MPa,因此本工藝制得的HRB400E滿足國家標準。
通過批量試驗,對鋼水氮含量、屈服強度、金相組織、時效性能等進行驗證,表明增氮模式下HRB400E生產工藝具備全面推廣條件,且成本低廉、效果穩定,創效額達9元/t。
基于氮氧混吹技術,使用釩氮合金微合金化,使鋼水平均氮含量控制在153×10−6,達到穩定增氮、控氮的目標,且HRB400E金相組織正常,由鐵素體與珠光體組成,棒材平均屈服強度456 MPa,與常規工藝持平;時效屈服強度變化平均12 MPa,在正常范圍內,滿足國家標準,具備了全面推廣的條件,創效額達9元/t。
來源:金屬世界 上海國檢浦東檢測技術有限公司 版權所有 【滬ICP備2022009160號】 百度統計
全國統一服務熱線:19957375031
客服手機號:19957375031
電話:021-33362018 質量投訴 +86-573-86161208
郵箱:shhgj@chinazbj.com
地址:上海市閔行區莘建東路58弄2號502室
備案號:滬ICP備2022009160號
技術支持:追馬網