


注")
分享:合金元素對中溫Sn-Ag-Cu焊料互連組織及剪切強(qiáng)度的影響

曹麗華1, 陳胤伯1,2, 史起源1, 遠(yuǎn)杰1,2, 劉志權(quán)
針對SAC305和改良添加了Ni、Sb、Bi元素的2種焊料及其分別與NiSn、NiAu、NiPdAu 3種鍍層器件釬焊形成的互連焊點,采用SEM、EDS、EPMA、TEM、DSC等方法研究了Ni、Au、Pd、Sb、Bi等添加元素對金屬間化合物(IMC)種類及厚度、焊料第二相形貌及分布以及焊點剪切強(qiáng)度的影響。結(jié)果發(fā)現(xiàn),受Ni元素界面耦合作用的影響,焊點器件側(cè)和印刷電路板(PCB)側(cè)生成的IMC均為(Cu, Ni)6Sn5化合物;焊料中Sb、Ni元素減緩IMC生長,因此同一鍍層下改良焊料的界面IMC厚度小于SAC305的;鍍層中Au元素降低IMC生長速率,而Pd元素促進(jìn)IMC生長,因此同一焊料下NiPdAu鍍層樣品的界面IMC厚度最大,而NiAu鍍層樣品的界面IMC厚度最小;鍍層中Au、Pd元素的加入,促進(jìn)焊料中Ag3Sn相從彌散顆粒狀分布轉(zhuǎn)為網(wǎng)狀分布,焊點強(qiáng)度得到提升;焊料中Ag、Cu元素的加入,增加彌散分布的(Cu, Ni)6Sn5和Ag3Sn體積分?jǐn)?shù),提高焊點剪切強(qiáng)度;焊料中添加Bi元素導(dǎo)致焊料熔點降低,但可析出Bi單質(zhì)起到彌散強(qiáng)化作用;因此,添加了Ni、Sb、Bi元素的改良焊料的焊點剪切強(qiáng)度,均高于同等條件下SAC305焊點樣品的剪切強(qiáng)度。
關(guān)鍵詞:
隨著無鉛焊料的使用,焊點界面化合物的形成與生長成為影響封裝可靠性的幾個關(guān)鍵因素之一。目前應(yīng)用最廣的無鉛焊料主要為Sn-Ag-Cu系列,焊接過程中焊料中Sn與印刷電路板(printed circuit board,PCB)或器件引腳焊盤中的金屬反應(yīng)形成金屬間化合物(IMC),從而形成冶金結(jié)合,起電連接和機(jī)械支撐的作用,因此在焊料與基體金屬間形成化合物是焊接過程中形成良好的冶金結(jié)合的標(biāo)志。但由于IMC本身為脆性相,且在化合物的生長過程中,內(nèi)部容易出現(xiàn)原子偏聚、Kirkendall孔洞等缺陷,從而降低界面可靠性,導(dǎo)致元件或互連失效,使IMC成為影響電子封裝中可靠性的重要因素,其尺寸、分布和厚度等對焊點的性能有決定性的影響。數(shù)據(jù)統(tǒng)計表明,大多數(shù)電子產(chǎn)品元器件失效是由于電子封裝的失效所致,在電子封裝失效中,互連焊點的剝離、脫落、開裂等失效是其主要原因。因此,了解IMC的特性和生長行為對于焊點的可靠性非常重要,多個國家的學(xué)者與相關(guān)行業(yè)工程技術(shù)人員對此開展了大量的工作[1,2,3,4]。研究表明,焊點界面IMC的形成與生長可分為液-固反應(yīng)、固-固反應(yīng)2個階段。第一階段是焊接過程中Cu基板與液態(tài)焊料之間形成IMC,是界面化學(xué)反應(yīng)為主導(dǎo)的機(jī)制。Zeng和Tu[2]認(rèn)為,焊接過程中焊料熔化后,液態(tài)焊料與基體的反應(yīng)包括2部分:一是元素擴(kuò)散的過程;另一部分是界面處元素聚集到一定濃度后的相變過程。以Cu基底為例,其與富Sn的無鉛焊料的液態(tài)反應(yīng)可形成Cu6Sn5、Cu3Sn 2種化合物,由于Cu6Sn5的熱力學(xué)生長驅(qū)動力比Cu3Sn大,因此在液態(tài)反應(yīng)過程中,會在焊料與Cu基體的界面上首先形成Cu6Sn5,Cu3Sn則在Cu基體和Cu6Sn5之間形成,多數(shù)情況下Cu6Sn5呈扇貝狀向液態(tài)的焊料中生長。第二階段是服役過程中Cu基板與固態(tài)焊料之間形成IMC,是以元素擴(kuò)散為主導(dǎo)的機(jī)制,IMC生長速率與生長激活能有關(guān)。
隨著近年來汽車市場的擴(kuò)大、電子化程度的提高,特別是智能駕駛、無人駕駛概念的興起和未來的廣泛應(yīng)用前景,汽車中焊料的使用比例也逐年上升,由于汽車電子器件部分使用環(huán)境溫度高于日常的便攜電子產(chǎn)品,因此對焊料的可靠性具有更高的要求。同時,由于焊料有無鉛化的需求,使與之相關(guān)的新型焊料的研究與生產(chǎn)也日益受到重視與投入,并由此推動了高溫、高可靠性焊料及與其相關(guān)的研究與發(fā)展。現(xiàn)有的與無鉛焊料性能改進(jìn)有關(guān)的研究主要是在Sn-Ag-Cu的基礎(chǔ)上添加Ni、Sb、Bi、Co、Zn、In 等元素或改變Ag的含量,以改變焊料合金的性質(zhì),使其適應(yīng)不同的應(yīng)用場景。在焊料中的添加元素主要考慮2方面的作用:一是改善焊料本身的力學(xué)特性、抗蠕變性能等;二是改善界面反應(yīng)。如添加In、Bi、Zn等元素,可以降低Sn-Ag-Cu系合金的熔點,進(jìn)而影響液-固反應(yīng)過程。改進(jìn)焊料的相關(guān)研究工作[5,6,7,8,9,10,11,12]主要可分為3個方面:添加元素對潤濕性能的影響、對化合物形成與生長的影響、對力學(xué)性能及可靠性的影響等。但已有工作主要研究了單一元素對焊料性能的影響,關(guān)于添加多種合金元素對焊點性能的影響研究鮮見報道,尤其缺乏針對汽車電子用新型焊料的系列深入研究。而焊料合金由于添加元素使Sn-Ag-Cu體系偏離了共晶點,熔化溫度也有變化,因此熔化凝固過程及液-固反應(yīng)、固-固反應(yīng)均發(fā)生改變,焊料的IMC的形成生長、焊點的可靠性呈現(xiàn)出不同的特性,同時由于電子器件的多樣性,器件端的鍍層有不同的種類,鍍層成分對焊接工藝參數(shù)的選擇及焊點的可靠性也有一定的影響,需與焊料一起進(jìn)行綜合評價。
本工作采用NiSn、NiAu和NiPdAu 3種鍍層器件與添加了Ni、Sb、Bi元素的Sn-Ag-Cu焊膏為研究對象,以SAC305焊料為對比組,深入研究了回流后焊點中Ni、Au、Pd、Sb、Bi等存在元素的分布,鍍層元素、焊料中組分對焊點界面形貌的影響,界面組成及化合物的物相結(jié)構(gòu),焊點剪切強(qiáng)度變化等,為指導(dǎo)新型中溫焊料合金的設(shè)計,汽車電子焊料的研究和實際應(yīng)用提供參考。
選擇Sn-Ag-Cu中添加了Ni、Sb、Bi元素(Sn3.4Ag0.6Cu3.2Sb3.5Bi0.1Ni,質(zhì)量分?jǐn)?shù),%,下同)的M焊膏為研究對象,SAC305 (Sn3.0Ag0.5Cu)為對照組焊膏,選取分別具有化學(xué)鍍NiSn、NiAu和NiPdAu 3種鍍層的成品貼裝器件做為鍍層中影響元素的來源,3種鍍層均為層狀結(jié)構(gòu),NiSn鍍層為Ni上浸Sn;NiAu鍍層為化學(xué)鍍Ni浸Au (ENIG);NiPdAu鍍層為化學(xué)鍍Ni化學(xué)鍍Pd浸Au (ENEPIG),結(jié)構(gòu)為Ni+Pd+Au。幾種樣品中Au、Pd的厚度均在200 μm以下。為不引入其它影響因素,研究中統(tǒng)一選擇表面有機(jī)保焊膜(organic solderability preservative,OSP)處理的PCB。采用Setsys Evolution 18綜合熱分析儀通過差示掃描量熱法(differential scanning calorimetry,DSC)對M焊膏進(jìn)行熔化和凝固溫度的測試。采用十溫區(qū)回流爐在峰值溫度240 ℃回流30 s,完成表面貼裝過程,形成“(器件)鍍層+焊膏+OSP焊盤(PCB)”結(jié)構(gòu)的焊點樣品。為敘述方便,本工作中涉及的SAC305焊膏對應(yīng)NiSn、NiAu、NiPdAu鍍層樣品分別簡稱為S1、S2、S3,改良型Sn-Ag-Cu基M焊膏對應(yīng)3種鍍層樣品分別為M1、M2、M3。
回流后的樣品,一部分采用DAGE-4000推拉力測試儀對焊點進(jìn)行剪切力的測試,另一部分回流樣品用于顯微形貌及成分的觀察與分析。將樣品用環(huán)氧樹脂鑲嵌,分別用400、2000、5000號砂紙逐級研磨后,再依次用0.5 μm的金剛石拋光膏、0.05 μm的Al2O3懸浮拋光液拋光至表面無劃痕,之后用去離子水沖洗,超聲清洗烘干,噴碳后利用SUPRA 55掃描電子顯微鏡(SEM)觀察顯微組織,利用能量色散X射線光譜儀(EDS)分析成分。
為研究不同鍍層焊點中各組成元素的分布,采用EPMA-1610電子探針(EPMA)進(jìn)行焊點元素面掃描和點的成分分析,EPMA分析所用樣品的制備方法與SEM樣品相同。為研究不同鍍層焊點中各組成元素的存在形式、作用影響及金屬間化合物的物相,采用Nanolab Helios 650聚焦離子束(FIB)在界面處制取透射電子顯微鏡(TEM)樣品,通過JEM2100 TEM進(jìn)行界面形貌的精細(xì)觀察和IMC的物相分析。
采用Photoshop軟件通過SEM截面照片的襯度選擇得到IMC總面積,并通過總面積除以IMC界面長度的方法來統(tǒng)計界面化合物的平均厚度。
圖1為S1、S2、S3樣品器件側(cè)和PCB焊盤側(cè)的截面SEM像。由圖可以看出,PCB焊盤側(cè)IMC連續(xù)均勻,呈現(xiàn)典型的扇貝狀,而器件側(cè)IMC厚度明顯小于PCB側(cè),界面不平直,有不規(guī)則突起。EDS分析表明IMC為(Cu, Ni)6Sn5 (3個樣品的IMC成分(質(zhì)量分?jǐn)?shù),%)分別為,S1:Sn 43.00,Ni 2.26,Cu 54.74;S2:Sn 46.29,Ni 1.76,Cu 51.95;S3:Sn 46.03,Ni 1.10,Cu 52.35,Pd 0.52)。通過Photoshop軟件對SEM截面照片中IMC厚度進(jìn)行統(tǒng)計得出,S1~S3鍍層樣品器件側(cè)IMC厚度分別為1.79、1.30和2.85 μm,PCB側(cè)IMC的厚度分別為2.72、2.28和2.20 μm,變化較小。可以看出,S3樣品器件側(cè)的IMC最厚,S2樣品最薄, 改良型M1~M3樣品也呈現(xiàn)出相同的規(guī)律,反映出NiSn、NiAu和NiPdAu不同表面鍍層對IMC生長的影響。圖2為3種樣品中Ag3Sn形貌的SEM像。由圖可見,S1、S2樣品中Ag3Sn呈彌散分布,S3樣品中Ag3Sn呈網(wǎng)狀分布。
圖1 S1~S3樣品器件側(cè)和印刷電路板(PCB)側(cè)的截面SEM像
Fig.1 Cross sectional SEM images of chip sides (a~c) and PCB sides (d~f) of S1 (a, d), S2 (b, e) and S3 (c, f) samples (PCB—printed circuit board, IMC—intermetallic compound)
圖2 S1~S3樣品中Ag3Sn形貌的SEM像
Fig.2 SEM images of Ag3Sn in S1 (a), S2 (b) and S3 (c) samples
圖3為相同的NiAu表面鍍層S2和M2樣品的SEM像。由圖可見,M2樣品器件側(cè)IMC界面不平坦,也沒有S2樣品中連續(xù)(S2樣品IMC厚度為1.30 μm),出現(xiàn)很多的突起和剝離,很難通過圖像處理進(jìn)行IMC厚度統(tǒng)計。2種樣品PCB側(cè)的IMC均連續(xù),但M2樣品中IMC形貌沒有呈現(xiàn)出S2樣品中的典型貝殼狀,厚度為2.22 μm,小于S2樣品中IMC厚度(2.28 μm)。比較M1和M3樣品以及S1和S3樣品后,其IMC形貌特征也存在與上述S2與M2樣品相同的規(guī)律。此外如圖3所示,M樣品中Ag3Sn都呈顆粒狀分布,尺寸在0.1~0.4 μm范圍內(nèi),焊料中Ag3Sn數(shù)量高于對應(yīng)的S樣品。鍍層相同情況下,SAC305樣品中IMC厚度大于改良M焊膏樣品中的IMC厚度。
圖3 S2和M2樣品截面SEM像
Fig.3 Cross sectional SEM images of S2 (a) and M2 (b) samples
由圖1測量得出,S1~S3樣品表面鍍層的厚度分別為3.96、4.57和1.02 μm。3種鍍層中共涉及Sn、Ni、Au和Pd 4種元素,但主體元素為Ni,而Sn、Au、Pd做為Ni的保護(hù)層被鍍在Ni層的上面以防止Ni層的鈍化。因此,Sn、Au和Pd元素在回流過程中對焊點組織形態(tài)的影響,也主要分為元素自身的作用和元素對Ni元素擴(kuò)散的影響2個方面。
Sn-Ag-Cu焊料體系焊接過程主要是焊料中Sn與PCB或器件引腳焊盤在界面處發(fā)生反應(yīng)形成化合物實現(xiàn)冶金連接的過程,因此,其它添加元素對焊接過程及焊點形貌特性的作用,主要表現(xiàn)在對Sn-Cu界面反應(yīng)的影響。關(guān)于Ni元素對IMC生長的影響,已有的研究[13,14]普遍認(rèn)為,由于Ni在液態(tài)Sn中的擴(kuò)散速率小于Cu,因此焊點中Ni元素存在時,界面化合物為(Cu, Ni)6Sn5,IMC生長速率減緩、厚度減小。同時當(dāng)焊點厚度小于1000 μm時,上下界面會發(fā)生界面耦合現(xiàn)象,即器件側(cè)的Ni擴(kuò)散至PCB側(cè),參與界面反應(yīng),生成(Cu, Ni)6Sn5 IMC。例如,對S3樣品進(jìn)行EPMA元素面掃描(圖4)和器件側(cè)IMC界面處進(jìn)行TEM線掃描(圖5)分析發(fā)現(xiàn),在PCB側(cè)都存在Ni元素,證實界面耦合現(xiàn)象的存在。由于Ni是所有焊點樣品的鍍層主要元素,因此對本工作中所有樣品的EDS分析可發(fā)現(xiàn),器件側(cè)和PCB側(cè)的IMC均為(Cu, Ni)6Sn5,焊點兩側(cè)都存在明顯的Ni元素的界面耦合作用。
圖4 S3樣品的截面EPMA元素面掃描分布圖
Fig.4 Cross sectional SEM image of S3 sample (a) and the corresponding elemental mapping of Sn (b), Ag (c), Cu (d), Ni (e), Au (f) and Pd (g) by EPMA analyses
圖5 S3樣品器件側(cè)IMC界面處的元素EDS線掃描分析
Fig.5 Interfacial image of S3 sample at the chip side (a) and the corresponding EDS line scans of Cu (b), Au (c), Sn (d), Ni (e) and Pd (f) across the line in Fig.5a
Ni占據(jù)了Cu6Sn5中部分Cu的位置,形成三元金屬間化合物(Cu, Ni)6Sn5。而當(dāng)凸點的尺寸減小到微米級時,焊點兩側(cè)的界面不再是相對獨立的體系,在微小焊點中一側(cè)的Ni 或Cu 金屬層原子會擴(kuò)散越過釬料到達(dá)對面一側(cè)界面,并在界面處發(fā)生Cu-Ni交互作用,Cu原子和Ni原子在液態(tài)Sn中的擴(kuò)散速率均為10-9 m2/s 數(shù)量級,其擴(kuò)散距離可表示為[16]:
式中,S為擴(kuò)散距離,m;D為擴(kuò)散速率,m2/s;t為擴(kuò)散時間,s。
本工作中,焊點厚度約25 μm,根據(jù)式(2)計算Cu原子和Ni原子擴(kuò)散到焊點對面一側(cè)僅需5 s左右,而回流峰值保溫時間為30 s,滿足Ni原子擴(kuò)散到焊盤側(cè)發(fā)生界面耦合作用的條件,這與實驗中觀察到的界面耦合現(xiàn)象一致。
關(guān)于Sn-Ag-Cu焊料體系中Au元素對焊點形貌與IMC厚度的影響,已有的研究工作[14]認(rèn)為,Au元素可輕微降低IMC的生長速率,同時由于鍍Au層厚度通常在100~200 nm范圍內(nèi),非常薄,在回流開始時,Au元素即快速擴(kuò)散到整個焊點中,不影響Ni元素的溶解。因此,NiAu鍍層液相反應(yīng)仍為Ni、Cu與Sn反應(yīng),生成IMC成分為(Cu, Ni)6Sn5,化合物生長速率減緩,IMC厚度降低。而NiPdAu鍍層中Pd的存在,一方面提高了Cu6Sn5生長速率,另一方面形成了阻擋層,在相同的回流工藝條件下降低了Ni原子在液態(tài)焊料中的溶解量,從某種程度上弱化了Ni降低IMC生長速率的作用,因此IMC厚度較純Ni鍍層樣品厚[17]。圖1所示的S1~S3樣品器件側(cè)IMC厚度分別為1.79、1.30和2.85 μm,證實鍍層中Au元素可降低IMC的生長,而Pd元素促進(jìn)IMC的生長,與理論分析一致。
從圖4和5還可以看出,在PCB側(cè)有明顯的Pd富集。關(guān)于Pd元素對界面化合物的影響,有關(guān)研究[13,14,18]認(rèn)為,無鉛焊點中Pd元素與Sn反應(yīng)在界面處生成PdSn4,且150 ℃老化200 h后仍以PdSn4形式存在;Hirose等[19]采用方形扁平無引腳封裝(quad flat no-lead package,QFN)結(jié)構(gòu),研究了Sn3.5Ag、 Sn3.5Ag0.7Cu和Sn3.5Ag2.5Bi2.5In焊料分別與NiPdAu鍍層回流及老化后的界面化合物,認(rèn)為焊點中Pd元素的作用方式與Ni類似,在回流過程中Pd原子溶解到液態(tài)Sn中,替換了部分Cu的位置,形成金屬間化合物(Cu, Ni, Pd)6Sn5。本工作對S3樣品界面處進(jìn)行選區(qū)電子衍射(SAED)分析也得到同樣結(jié)果,IMC為六方結(jié)構(gòu)的(Cu, Ni)6Sn5,其中固溶了微量的Pd元素。
由圖1可知,回流后鍍層只存在鍍Ni層,證明了回流過程中鍍層表面的Sn和Au已溶解到焊點中,未形成阻擋層影響Ni的擴(kuò)散,因此2種鍍層樣品的IMC厚度小于S3樣品。有研究者[20,21,22]通過熱力學(xué)計算和實驗證明了Ni元素在焊點中的熔解,降低了焊料的過冷度,改變了回流過程中焊料的熔化凝固過程,并進(jìn)而影響了IMC的物相結(jié)構(gòu)、生長速率,從而改變了焊點的形貌、Ag3Sn形狀與分布、焊點的性質(zhì)等。從實驗結(jié)果可見,鍍層中Au和Pd 2種元素的存在,也對焊料的熔化凝固過程和IMC的生長產(chǎn)生了一定的影響,這仍需進(jìn)一步深入研究。
由于2種焊膏樣品采用相同的回流工藝曲線,因此焊料成分不同是造成焊點組織形貌及性能不同的主要因素。關(guān)于焊料中Sb元素對IMC影響的報道[23]認(rèn)為,焊料中Sb的添加,會在液相中抑制Sn元素的活性,使Cu-Sn金屬間化合物形成的驅(qū)動力和界面自由能下降,并固溶到Cu6Sn5和Cu3Sn中,形成連續(xù)的固溶層,從而導(dǎo)致Cu6Sn5金屬間化合物生長速率輕微下降,抑制界面IMC生長,使IMC厚度降低。本工作采用EPMA對M3樣品進(jìn)行元素的面掃描分析,結(jié)果如圖6 所示。由圖6可見,Sb元素在焊點中分布較為均勻,沒有明顯的富集現(xiàn)象,在IMC存在位置,可檢測出微量的Sb存在,說明Sb已固溶到Cu6Sn5,但由于固溶濃度低于EDS檢測下限,因此在EDS分析中未檢測到,進(jìn)一步的TEM分析也未發(fā)現(xiàn)銻化合物的存在。同時對焊點中其它位置也進(jìn)行了成分分析,均未檢測到單獨銻化合物的存在。因此,根據(jù)上述實驗觀察結(jié)果,可認(rèn)為本工作M焊料中Sb元素的作用主要表現(xiàn)在液相反應(yīng)中,會小幅度降低IMC生長速率,使IMC層厚度下降,這與圖3所示的相同NiAu鍍層焊點中M2樣品的界面IMC厚度小于S2樣品中IMC厚度一致。
圖6 M3樣品的截面EPMA元素面掃描分析
Fig.6 Cross sectional SEM image of M3 sample (a) and the corresponding elemental mapping of Sn (b), Ag (c), Cu (d), Sb (e), Bi (f), Ni (g), Au (h) and Pd (i) by EPMA analyses
圖7 M3樣品截面組織中Ag3Sn形貌的TEM像及SAED花樣
Fig.7 TEM images of the M3 interface (a) and Ag3Sn morphology (b), as well as the SAED pattern of Ag3Sn in [010] zone axis (c)
從圖6還可以看出,Bi元素在焊點的共晶區(qū)域呈均勻彌散分布,圖8的對應(yīng)EDS分析中也證明了Bi單質(zhì)的存在,同時在IMC及Ag3Sn中均未檢測到Bi,說明液態(tài)反應(yīng)過程中Bi未參與界面反應(yīng)形成化合物。焊膏M合金DSC的升溫及凝固曲線如圖9所示。可見,合金的起始熔化溫度為213 ℃,說明Bi的加入大幅降低了焊料合金的熔化溫度,增加了回流過程中液相線以上停留時間,影響到焊料熔化凝固過程,這是促使(Cu, Ni)6Sn5層變厚和Ag3Sn尺寸變大的一個因素。但彌散分布的Bi單質(zhì)可以提高焊料的硬度和強(qiáng)度,這已經(jīng)在羅飛[24]的研究工作中得到證明。
圖8 M3樣品焊料中的Bi單質(zhì)以及EDS分析
Fig.8 Bi precipitation in the solder of M3 sample with the corresponding EDS analysis
圖9 焊膏M合金的DSC升溫和降溫曲線
Fig.9 DSC heating (a) and cooling (b) curves of M solder alloy
焊膏M中Ag含量為3.4%、Cu含量為0.6%,高于SAC305合金所對應(yīng)的成分比例,同時含有0.1%Ni。根據(jù)已有工作[25,26]可知,Ag、Cu、Ni含量的提高均對IMC的生長起到一定的抑制作用,生成IMC的厚度較低(圖3)。結(jié)合圖1,3,6,7還可以看出,2種焊料的IMC中均存在不同程度的剝離(spalling)現(xiàn)象。一般認(rèn)為誘發(fā)剝離有4種可能原因:界面污染誘發(fā)應(yīng)力造成的剝離,焊料的退潤濕所引起的剝離,Cu6Sn5發(fā)生晶粒粗化長大反應(yīng)引起的剝離,液固反應(yīng)過程中化合物晶粒的晶界以及晶界溝槽作為快速擴(kuò)散通道所造成的剝離[25,26]。剝離是含Ni焊點中比較常見的現(xiàn)象,Ni對Cu6Sn5晶粒的細(xì)化作用,是導(dǎo)致剝離的促進(jìn)因素。SAC305焊膏樣品中IMC的剝離主要由鍍層中的Ni元素引起,而焊膏M中剝離現(xiàn)象發(fā)生是焊膏組分Ni和鍍層中Ni共同作用的結(jié)果。
L
本工作中2種焊膏回流工藝相同,這種情況下焊膏M在液相線上停留時間相對長于SAC305,即冷卻時間長,相對冷卻速率小。由于Ag3Sn相的形核所需過冷度較小,而β-Sn相的形核需較大過冷度,在較慢冷卻速率下,形核過冷度較小的Ag3Sn相率先形核析出并迅速長大,因此焊料合金成分造成的熔點和過冷度的變化,是焊點中形成大尺寸Ag3Sn的主要原因。
M1、M2和M3樣品的剪切強(qiáng)度分別為10、54和68 N,對應(yīng)S1、S2和S3樣品的剪切強(qiáng)度分別為6.2、40和42 N。可以看出,NiSn、NiAu和NiPdAu 3種鍍層樣品的焊點剪切強(qiáng)度呈以下規(guī)律:同一種鍍層相比,焊膏M樣品均大于對應(yīng)的SAC305樣品;同一種焊膏樣品的剪切強(qiáng)度NiPdAu>NiAu>NiSn。
微電子焊點的剪切破壞發(fā)生位置包括焊料中、焊料/IMC界面或IMC中,分別對應(yīng)塑性斷裂、塑性/脆性混合斷裂及脆性斷裂模式。相關(guān)研究[27,28]表明,對于未時效焊點或短時間時效焊點,剪切實驗通常發(fā)生塑性破壞,斷口在焊料中,剪切強(qiáng)度與焊料性質(zhì)密切相關(guān);對于時效樣品,隨著時效時間的延長破壞方式從塑性/脆性混合斷裂向脆性斷裂轉(zhuǎn)變,IMC厚度及脆性成為重要影響因素。本工作中剪切實驗樣品在回流后未時效,斷口均在焊料中,為塑性破壞,因此焊料成分及形貌特征是影響其剪切強(qiáng)度的主要因素。由前面討論可知,對于S1、S2和S3樣品,由于Ag3Sn從彌散分布變?yōu)榫W(wǎng)狀分布(圖2和4),使焊點剪切強(qiáng)度提高。
對于M系列樣品,一方面焊料成分中Ag含量的增加,使焊點中Ag3Sn體積分?jǐn)?shù)增加(圖3),焊點內(nèi)部有著更多細(xì)針狀和條狀的Ag3Sn,這些Ag3Sn起到了彌散強(qiáng)化的作用,提高了抗剪切能力;焊料中Cu含量也高于SAC305,焊點中Cu6Sn5體積分?jǐn)?shù)增加,也起到強(qiáng)化作用,提高了抗剪切能力;另一方面,焊料成分中的Bi元素除固溶于焊料中,還以單質(zhì)的形式析出并彌散分布在焊料中(圖8),起到固溶強(qiáng)化和第二相強(qiáng)化的作用,進(jìn)一步提高了焊點的剪切強(qiáng)度。因此,M焊點組織的剪切強(qiáng)度都大于S焊點。
(1) 對于同一種器件鍍層,M焊料的IMC厚度小于對應(yīng)SAC305樣品中IMC的厚度;對于同一種焊料樣品,NiPdAu鍍層焊點的IMC厚度最大,其次為NiSn鍍層焊點,而NiAu鍍層焊點中的IMC厚度最小。
(2) 對于同一種器件鍍層,M焊料的剪切強(qiáng)度高于對應(yīng)SAC305焊料的剪切強(qiáng)度;對于同一種焊料樣品,不同鍍層焊點的剪切強(qiáng)度大小順序為:NiPdAu>NiAu>NiSn。
(3) Ni元素直接參與界面反應(yīng),形成(Cu, Ni)6Sn5化合物,降低IMC厚度,但脆性增加;Au元素快速溶解,降低IMC生長速率;Pd元素形成明顯阻擋層,降低Ni原子的擴(kuò)散速率,弱化了Ni元素降低IMC厚度的作用;Sb元素小幅度降低IMC生長速率,使IMC層厚度下降。
(4) Ag、Cu元素在焊料成分中質(zhì)量分?jǐn)?shù)變大,增加彌散分布的Cu6Sn5、Ag3Sn體積分?jǐn)?shù),提高焊點剪切強(qiáng)度;Bi元素降低焊料熔點,改變了熔化和凝固過程,改變了焊點顯微形貌;同時,焊點中分布的Bi單質(zhì),通過彌散強(qiáng)化作用,提高焊點剪切強(qiáng)度。
 ,1,2,3
,1,2,3
1 實驗方法
2 實驗結(jié)果與分析討論
2.1 焊點微觀組織及IMC生長形貌
圖1

圖2
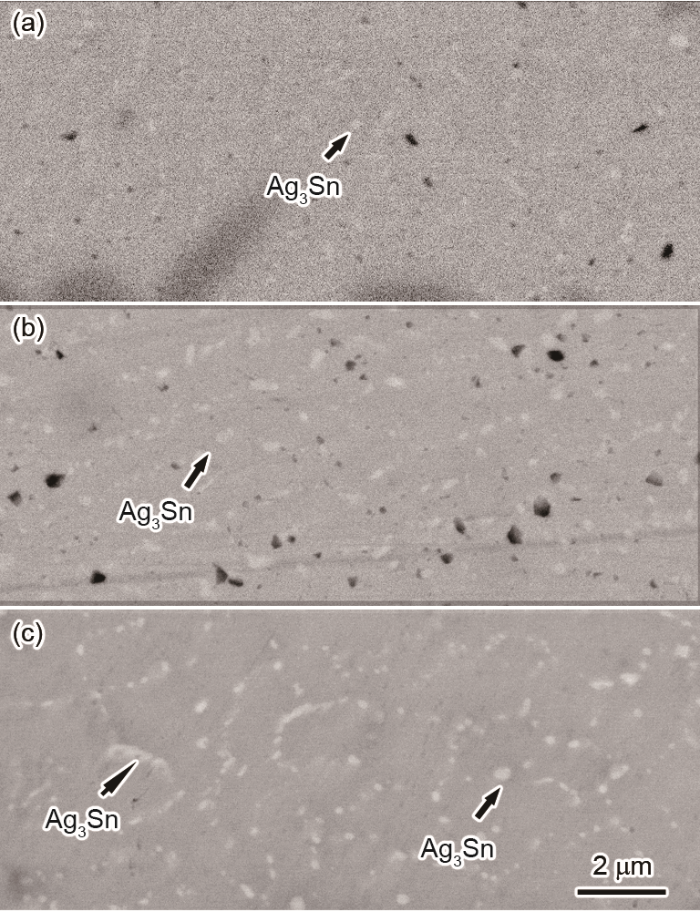
圖3

2.2 表面鍍層對焊點組織的影響
圖4

圖5

2.3 合金元素對焊點組織的影響
圖6

圖7

圖8

圖9

2.4 合金元素對焊點剪切強(qiáng)度的影響
3 結(jié)論
來源--金屬學(xué)報
 滬公網(wǎng)安備31011202020290號
滬公網(wǎng)安備31011202020290號
