



分享:選區激光熔化316L不銹鋼的拉伸性能

余晨帆1, 趙聰聰1, 張哲峰2, 劉偉
對選區激光熔化(selective laser melting,SLM) 316L不銹鋼的拉伸性能及斷裂機制進行了研究,并對拉伸斷裂后的試樣進行顯微組織表征與分析,探究了拉伸變形過程中微觀組織的演化規律。結果表明:采用選區激光熔化技術制備的316L不銹鋼具有較好的強塑性匹配,其中晶粒內部納米尺度胞狀結構有助于強度的提升;其拉伸性能明顯優于傳統手段制備的316L不銹鋼。選區激光熔化316L不銹鋼在拉伸過程中奧氏體晶粒內部產生形變孿晶,并且形變孿晶的出現存在取向相關,在取向接近<001>的晶粒中不易出現,而在取向接近<110>-<111>的晶粒中較易出現。
關鍵詞:
增材制造(additive manufacturing,AM)是基于“離散-堆積”思維對三維數字模型文件分層并通過材料的逐層累加實現三維實體制造的成形技術。選區激光熔化(selective laser melting,SLM)是金屬增材制造的主要手段之一。選區激光熔化技術以高功率、細光斑的激光束為熱源且具備“點-線-面-體”本征成形特性,因此選區激光熔化技術具有精細成形復雜結構金屬部件的優點。目前僅有部分金屬能夠采用選區激光熔化技術制備,主要為鈦合金[1,2]、鋁合金[3]、鎳基合金[4,5]、鈷基合金[6]、鎢合金[7,8]和鐵基合金[9,10]。其中,單相奧氏體316L不銹鋼具有優異的可焊接性和塑性,是最適宜采用選區激光熔化成形的材料體系之一。AISI 316L不銹鋼為美國牌號,國內對應牌號為022Cr17Ni12Mo2。向鐵素體不銹鋼中加入適量Ni元素(Ni元素為奧氏體穩定元素),可以得到室溫和高溫條件下均為fcc結構的奧氏體不銹鋼。316L不銹鋼中Cr元素含量為16%~18% (質量分數),可在表面形成富Cr的致密氧化膜,使基體鈍化而具有耐腐蝕和抗氧化性能。因此,316L不銹鋼具有良好的耐腐蝕性能和抗氧化性能,在石油管道、核電站、海洋設備等領域中被廣泛應用[11,12]。目前關于選區激光熔化成形316L不銹鋼的研究已有不少報道,大多數研究聚焦于工藝參數、熱處理制度對于微觀凝固組織及力學性能的影響[13,14,15,16,17]。Salman等[18]探究了熱處理對選區激光熔化316L不銹鋼微觀組織和拉伸性能的影響,以及選區激光成形典型凝固組織的熱穩定性對高溫服役環境下力學性能的影響,認為納米尺度胞狀結構對激光選區熔化成形材料強度有重要貢獻。Niendorf等[19]通過高功率(400和1000 W)激光成形設備制備了具有增材方向上<001>強織構的316L不銹鋼,結果表明,激光能量影響熔體中最大熱流方向并對晶粒尺寸產生影響,且不同激光功率成形的316L不銹鋼彈性模量變化明顯。Liu等[20]研究表明,凝固速率和溫度梯度對選區激光熔化316L不銹鋼中胞狀結構的形貌和尺寸有顯著影響,通過控制激光掃描速率能夠得到不同尺寸胞狀結構,同時可以有針對性地實現對選區激光熔化316L不銹鋼的力學性能設計。以上研究結果表明:通過調整工藝參數可以實現微觀組織(晶粒形貌、擇優取向、胞狀結構等)的調控,進而獲得不同的拉伸性能。現有研究均關注微觀組織的調控及其對力學性能的影響,而對拉伸斷裂過程中微觀組織演化規律和斷裂機理缺乏必要的關注。與此同時,探究選區激光熔化316L不銹鋼的拉伸性能以及拉伸斷裂機制對于其微觀組織的調控具有重要的指導意義。因此,本工作重點關注選區激光熔化制備316L不銹鋼的拉伸性能,并對拉伸斷裂后微觀組織形貌進行表征和分析,探究其拉伸斷裂機制,為選區激光熔化調控微觀組織提供實驗證據。
本實驗中使用EOSINT M280選區激光熔化成形設備,該設備搭載激光器為Yb光纖激光器,激光器額定功率為200 W,波長為1060~1100 nm。在激光成形之前,通過反復抽真空、充入Ar氣將成形倉中O含量嚴格控制在1000×10-6以下。使用Materialise Magics軟件將三維數字模型文件切片、修整并導入計算機后,開始激光增材成形。激光增材成形主要流程為:(1) 用砂紙打磨成形基板至表面光潔,放置成形基板并預熱成形基板至80 ℃;(2) 調平基板,保持基板與刮刀間距為10~20 μm。利用刮刀將粉倉中金屬粉體均勻鋪覆在成形基板上,形成粉末薄層;(3) 激光束依據切片后的三維數字模型文件選擇性熔化該層金屬粉體;(4) 基板下降一個粉層厚度(20~60 μm)時,使用刮刀再次鋪覆金屬粉末,選區激光熔化;(5) 重復鋪粉、選區激光熔化過程至部件最終成形。在選區激光熔化成形中,激光束的體能量密度(ρ)由下式計算:
式中,p為激光功率(W);v為激光掃描速率(mm/s);hs為相鄰熔化道間距,亦稱線間距或激光掃描間距(μm);t為粉層厚度(μm)。本實驗中選區激光熔化成形采用的參數為p=195 W、v=850 mm/s、hs=100 μm、t=20 μm,可得ρ=114.7 J/mm3。采用選區激光熔化手段制備2種不同增材方向的試樣:豎直方向增材試樣(加載方向平行與增材方向)和水平方向增材試樣(加載方向垂直于增材方向)以進行拉伸性能及拉伸斷裂機制的研究。
本實驗中使用的316L不銹鋼粉體的主要化學成分(質量分數,%)為:Cr 18.03,Ni 13.53,Cu<0.01,Mn 1.60,Si 0.20,Mo 2.67,C 0.003,S 0.005,P<0.01,N 0.08,Fe余量。316L不銹鋼粉體粒徑通過多次篩分嚴格控制,其中粉體粒徑大于53 μm的占比為1.8% (質量分數),且最大粉體粒徑不超過63 μm。316L不銹鋼粉體經過多次篩選、真空干燥后用于選區激光熔化成形。
拉伸實驗采用Instron 8800萬能試驗機,在大氣和室溫環境下進行,應變速率為10-3 s-1。用于拉伸測試的試樣采用電火花切割方式切割為“狗骨頭”狀,平行段尺寸為10 mm×5 mm×3 mm,拉伸試樣外形尺寸示意圖如圖1所示。
圖1 拉伸試樣尺寸示意圖
Fig.1 Schematic of tensile sample (unit: mm)
采用Mira 3LMH 掃描電子顯微鏡(SEM)對選區激光熔化成形的試樣進行微觀組織形貌的表征。SEM搭載電子背散射衍射(electron backscatter diffraction,EBSD)探頭并采用HKL Nordlys Channel 5軟件對晶粒取向信息進行自動處理和分析。金相表征樣品采用砂紙逐級打磨至表面無明顯劃痕,隨后采取機械拋光方式獲得光滑表面。樣品經機械拋磨后采用10% (體積分數)草酸溶液電解方法(電解時間60~90 s,電流密度0.6~1 A/cm2)侵蝕,以進行顯微組織的觀測和表征。EBSD樣品經機械拋磨后采用10% (體積分數)高氯酸酒精溶液電解拋光,消除機械拋磨過程中引入的應力。
316L不銹鋼粉體形貌的SEM像如圖2所示。可見,316L不銹鋼粉體為球形,能夠保證較好的流動性和較高的堆積密度,粉體內部致密、無孔洞。
圖2 316L不銹鋼粉體形貌的SEM像
Fig.2 Low (a) and high (b) magnified SEM images of 316L stainless steel powders
在選區激光熔化的成形模式下,激光束高速掃描使熔體在凝固過程中具有極快的凝固速率和較大的過冷度,這種凝固模式使得納米胞狀精細結構的存在成為可能。圖3為選區激光熔化成形316L不銹鋼中胞狀結構的SEM像。如圖3a所示,在同一晶粒內胞狀結構呈蜂窩排列,胞狀結構的形狀接近六邊形和伸長的六邊形,尺寸約為300~800 nm。圖3b中,在晶界兩側的胞狀形貌存在明顯差異,晶界左側胞狀結構形貌與圖3a中胞狀結構的形貌類似,呈六邊形;但在晶界右側胞狀結構的形貌發生轉變,呈長條胞狀,長條胞結構長軸方向尺寸可達數個微米,寬度為100~200 nm。類似地,不同形態的胞狀結構的形貌特點在熔池邊界處也可觀察到。如圖3c所示,熔池邊界兩側胞狀結構分別為六邊形和伸長變形的六角胞狀結構。選區激光熔化成形中非平衡熔-凝過程決定了最終的微觀組織。在合金的凝固過程中,溶質元素在凝固前沿的再分布導致液相實際凝固溫度偏離理論凝固溫度,從而會形成成分過冷(constitutional supercooling,CS)。不同于純金屬凝固過程中的熱過冷,成分過冷由溶質成分變化和溫度場共同決定。成分過冷的判據為[21]:
式中,GL為凝固前沿溫度梯度,R為凝固速率,ΔT為熔體過冷度,DL為溶質元素在液相中擴散系數。由成分過冷判據條件可知,當GL/R<ΔT/DL時,固/液界面振蕩、失穩,不以平面狀模式生長,從而形成如圖3所示的胞狀亞結構。
圖3 選區激光熔化成形316L不銹鋼中的胞狀結構
Fig.3 SEM images showing the cellular structures in selective laser melted (SLMed) 316L stainless steel
(a) cellular structures (top side)
(b) cellular structures near grain boundary (lateral side)
(c) cellular structures near melt pool boundary (lateral side)
2種不同增材方向316L不銹鋼的拉伸工程應力-應變曲線如圖4所示,2種試樣拉伸強度與斷后延伸率見表1。可以看出,水平方向增材試樣的抗拉強度比豎直方向增材試樣增加了15.73%,屈服強度增加了5.77%。豎直方向增材試樣則在拉伸過程中表現出更好的塑性,斷后延伸率達71.9%,比水平方向增材試樣高出35.15%。靜力韌度(static toughness)是單位體積材料在準靜態拉伸至斷裂過程中所吸收的能量,是反映強度和塑性的綜合指標,通常用拉伸曲線所圍成的面積表示[22,23,24]。水平方向增材試樣和豎直方向增材試樣的靜力韌度分別為337.8×106和431.2×106 J/m3。可見,選區激光熔化316L不銹鋼的拉伸性能存在明顯的各向異性。
圖4 選區激光熔化316L不銹鋼拉伸工程應力-應變曲線
Fig.4 Tensile engineering stress-strain curves of 316L stainless steel fabricated by SLM
表1 選區激光熔化316L不銹鋼不同增材方向的拉伸性能
Table 1
Sample
Rm
MPa
σ0.2
MPa
δ
%
UT
106 J·m-3
如前文所述,選區激光熔化成形316L不銹鋼中存在胞狀結構、熔池界面、晶粒等由納米尺度至微米尺度的跨尺度微觀組織,該微觀組織與傳統制備手段成形的316L不銹鋼存在差異,勢必會導致塑性變形機制以及力學性能不同。選區激光熔化成形316L不銹鋼與傳統制備加工成形316L不銹鋼拉伸性能[25,26,27,28,29,30,31]的比較如圖5所示。可見,選區激光熔化成形的316L不銹鋼表現出屈服強度和斷后延伸率的協同提高,具有更佳的強塑性匹配。晶粒尺寸為10~50 μm的316L不銹鋼屈服強度約為300 MPa,斷后延伸率為42%[25]。而2種增材試樣中沿增材方向柱狀晶粒尺寸均超過100 μm,但其屈服強度分別達到550 MPa (水平方向增材試樣)和520 MPa (豎直方向增材試樣),可見,晶粒內部精細亞結構對屈服強度也有貢獻。同時,大量小角晶界和多層次、跨尺度的組織結構(納米尺度胞狀結構、微米尺度熔池和晶粒)導致穩定的加工硬化過程,使塑性同步提升。選區激光熔化316L不銹鋼不僅表現出良好的拉伸性能,還具有較好的疲勞斷裂性能[17,32],因此,其具有較好的綜合力學性能。
圖5 選區激光熔化成形316L不銹鋼與傳統制備方式成形316L不銹鋼拉伸性能[22,23,24,25,26,27,28]比較
Fig.5 Comparisons of tensile properties of SLMed 316L stainless steel and counterparts fabricated by traditional methods[22,23,24,25,26,27,28]
選區激光熔化成形316L不銹鋼拉伸斷口形貌的SEM像如圖6所示。圖6a和b分別為豎直方向增材和水平方向增材試樣拉伸斷口形貌。2種增材方向試樣拉伸斷口中都可觀察到韌窩形貌。拉伸斷口形貌觀察結果表明2種增材方向試樣都表現出宏觀塑性斷裂行為,豎直方向增材試樣的拉伸斷口中可以觀察到更多的韌窩形貌,這也反映其具有更高的塑性。拉伸斷口局部形貌的高倍SEM像如圖6c所示,可以觀察到尺寸約為100~500 nm的等軸韌窩。韌窩是韌性斷裂的典型形貌,在塑性變形過程中,材料內部會出現微孔洞,這些微孔洞在拉伸載荷下經形核、擴展、合并聚集最后相互連接而導致斷裂,從而在拉伸斷口上形成韌窩形貌。同時,從圖6d中可觀察到尺寸為10 μm的球狀孔洞。選區激光熔化成形過程中激光束與金屬粉體交互作用、激光束與熔體的交互作用、金屬粉體的運動、熔體的熱毛細對流都可能導致缺陷的形成[33,34,35]。從能量輸入的角度來講,激光能量密度較低時會使層間出現未熔合區域(lack of fusion,LOF),造成冶金結合不致密,形成沿層間分布的缺陷。在本實驗激光參數成形條件下,不同增材方向的選區激光熔化成形316L不銹鋼試樣都能致密成形,缺陷形貌為規則、對稱的近球形或橢球形,未觀察到大尺寸的LOF類型缺陷。圖6d中觀察到的小尺寸球形孔洞極有可能是氣孔或匙孔(key-hole)。與LOF類型缺陷形成機制不同,匙孔是由于局部激光功率密度過高,熔體失穩運動導致的。氣孔則是在選區激光熔化過程中低熔點組分汽化或原料粉體中挾裹的氣體在凝固時未及時逸出導致。相比于其它類型缺陷(裂紋、LOF缺陷等),匙孔/氣孔類型的缺陷由于尺寸較小且形貌規則、對稱且分布均勻,對力學性能的影響較小。
圖6 選區激光熔化成形316L不銹鋼不同方向增材試樣拉伸斷口形貌的SEM像
Fig.6 Low (a, b) and high (c, d) magnified SEM images showing the tensile fracture surfaces of vertically built (a, c) and horizontally built (b, d) SLMed 316L stainless steel samples (Figs.6b and d indicate dimple fracture and pore defect, respectively)
滑移和孿生是金屬材料2種主要的塑性變形機制,兩者相互競爭、互相協調,以承擔變形。孿生的臨界分切應力(critical resolved shear stress,CRSS)要高于滑移開動所需的臨界分切應力,因此孿生往往發生在應力集中且滑移難以開動處。孿晶界的形成,一方面阻礙位錯運動促進應力均勻分布,另一方面通過調節晶體取向以促進進一步滑移。拉伸實驗后,2種不同增材取向試樣表面的斷后微觀組織的EBSD分析如圖7所示。在完全拉伸斷裂后,2種增材取向試樣基體中均可觀察到形變孿晶,豎直方向增材試樣中孿晶密度更大,可以觀察到明顯的孿晶交割。316L奧氏體不銹鋼為fcc晶系,其孿生系為{111}<112>,孿晶界與基體滿足60°<111>的轉軸關系,即基體沿<111>軸旋轉了60°。晶界在外加應力作用下能阻礙位錯運動,導致晶界處應力集中且晶界處缺陷較多,因此孿晶會優先在晶界處形核。圖8為拉伸變形前后選區激光熔化316L不銹鋼不同方向增材試樣中的局部取向差分布。在拉伸斷裂后,2種試樣局部取向差的分布均呈“雙峰”分布,有大量的小角度晶界和Σ3<111>晶界。對比變形前樣品中的局部取向差分布(圖8a)可以發現,拉伸變形后316L不銹鋼中處于2°到10°之間的小角度晶界及處于60°附近的晶界所占比例明顯增加,尤其是60°附近的晶界,拉伸前樣品中幾乎不存在該取向差的晶界,而拉伸后樣品中其占有很大比例。這表明在316L不銹鋼的拉伸變形過程中,位錯滑移和孿生變形機制共同存在。
圖7 選區激光熔化316L不銹鋼不同方向增材試樣拉伸斷裂后微觀組織的EBSD分析
Fig.7 EBSD analyses of SLMed 316L stainless steel with different building directions after tensile fracture
Color online
(a) inverse pole figure (IPF) orientation map of horizontally built sample
(b) band contrast map of horizontally built sample
(c) IPF orientation map of vertically built sample
(d) band contrast map of vertically built sample (IPF∥loading direction, the red lines represent twin boundaries)
圖8 選區激光熔化316L不銹鋼不同方向增材試樣拉伸斷裂前后的局部取向差分布
Fig.8 Misorientation distributions of SLMed 316L stainless steel with different building directions before (a) and after (b) tensile fracture
圖9為選區激光熔化316L不銹鋼水平方向增材試樣拉伸變形后形變孿晶形貌的EBSD分析及取向差角。如圖9a和b所示,各晶粒內部孿晶的密度不同,形變孿晶從晶界處形核并向晶粒內部擴展,大部分晶粒內部的孿晶貫穿整個晶粒,且能觀察到孿晶的交割。但在部分晶粒內部,孿晶并未穿過整個晶粒,只能在晶界附近觀察到孿晶形貌。圖9c為圖9b的局部放大圖,圖中紅線表示{111}<112>形變孿晶(Σ3)的晶界,孿晶薄層的厚度不均勻,為1~2 μm。圖9d為圖9c中AB線段的局部取向差變化趨勢。可以看出,孿晶界與基體的取向差為60°。
圖9 選區激光熔化316L不銹鋼水平方向增材試樣拉伸變形后形變孿晶形貌的EBSD分析及取向差角
Fig.9 EBSD IPF orientation map (a) and diffraction band contrast maps (b, c) of SLMed 316L stainless steel (horizontally built sample) after tensile deformation, and misorientation result for line AB in Fig.9c (d) (Fig.9c shows the enlarged view of square area in Fig.9b, the red lines in Fig.9b and c represent twin boundaries)
Color online
圖9a中上部和右下角2個取向接近<001>方向的晶粒內部未觀察到孿晶的出現,說明晶粒取向對形變孿晶的產生有影響。為探究形變孿晶與晶粒取向的關聯,將圖9a中產生孿晶和未產生孿晶晶粒的晶粒取向標注于同一標準取向三角形內,如圖10所示。從能夠觀察到形變孿晶和未觀察到形變孿晶晶粒的取向分布可以看出,當晶粒的<001>方向與拉伸方向平行時,晶粒難以產生孿晶;當晶粒的<111>方向或<110>方向與拉伸方向平行時,晶粒易產生孿晶。滑移系開動所需最小分切應力為臨界分切應力。滑移、孿生變形均需要一定的臨界分切應力才可發生,且孿生變形所需的臨界分切應力遠高于滑移臨界分切應力。對不同取向晶粒滑移和孿生的Schmid因子進行比較認為:在fcc結構金屬中,晶粒取向接近<001>時,晶粒優先通過位錯滑移發生變形,晶粒取向接近<110>-<111>時,晶粒優先通過孿生發生變形[36]。同時,孿生開動所需應力與晶粒尺寸的關系為[37]:
圖10 水平方向增材316L不銹鋼拉伸斷裂后晶粒的取向分布圖
Fig.10 IPF along tensile axis direction showing the grain orientations obtained from SLMed 316L stainless steel (horizontally built sample)
Color online
式中,σT為孿生應力,m為孿生的Schmid因子,γ為層錯能(stacking fault energy,SFE),bp為分位錯的Burgers矢量模,kT為孿生Hall-Petch常量,d為晶粒尺寸。前文已經討論了晶粒取向對于是否出現孿晶的影響。層錯能為金屬材料的本征參量,通常取決于材料體系的成分[38]。層錯能越低,位錯的交滑移越困難,從而促進了孿晶的形成。316L奧氏體不銹鋼層錯能較低,約為14 mJ/m2 [39],易于在塑性變形過程中形成形變孿晶。同時孿生應力隨著晶粒尺寸的增大而降低,粗大的晶粒尺寸也有助于形變孿晶的形成。
納米尺度胞狀結構是選區激光熔化成形316L不銹鋼中獨特的凝固組織。不同應變下選區激光熔化316L不銹鋼微觀組織演化過程的原位觀測[40]表明:在3%應變下,主要變形機制是位錯滑移,約10%的晶粒有孿晶的產生并穿過胞狀結構;當應變增大到12%,孿生成為主要的變形機制;當應變增大至36%,孿晶的數目急劇增加,胞狀結構形貌在整個變形過程中未發生明顯變化。塑性變形過程中,形變孿晶的產生、孿晶界與胞狀交互作用形成的獨特三維空間結構使選區激光熔化成形316L不銹鋼具有穩定的加工硬化能力,形變孿晶有助于在高應力水平下維持應變硬化,從而導致較高的塑性/斷后延伸率。
(1) 2種增材方向選區激光熔化成形316L不銹鋼具有優良的強度-塑性匹配,水平方向增材試樣極限抗拉強度為665.9 MPa,斷后延伸率為53.2%;豎直方向增材試樣極限抗拉強度為575.4 MPa,斷后延伸率為71.9%。
(2) 2種增材方向試樣在塑性變形過程中均有形變孿晶出現,形變孿晶在塑性變形過程中使應變分布均勻,促進進一步滑移,提升塑性。在拉伸變形中,孿晶界與胞狀結構交互作用使選區激光熔化成形316L不銹鋼具有穩定的加工硬化過程;在選區激光熔化成形的316L不銹鋼中,形變孿晶的出現存在取向依賴性,形變孿晶不易在取向接近<001>的晶粒中出現,而在接近<110>-<111>的晶粒中較為容易出現。
 ,1
,1
1 實驗方法
圖1

2 實驗結果
2.1 粉體形貌
圖2

2.2 微觀組織
圖3

2.3 拉伸性能
圖4

Horizontally built
665.9
550
53.2
337.8
Vertically built
575.4
520
71.9
431.2
圖5

2.4 拉伸斷口
圖6

3 分析討論
圖7

圖8
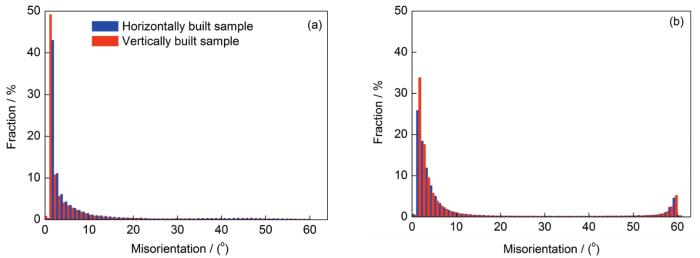
圖9

圖10

4 結論
來源--金屬學報
 滬公網安備31011202020290號
滬公網安備31011202020290號
