
檢檢測(cè)")

關(guān)注")
分享:鈦合金及其擴(kuò)散焊疲勞特性研究進(jìn)展

李細(xì)鋒, 李天樂(lè), 安大勇, 吳會(huì)平, 陳劼實(shí), 陳軍 ,
,
本文主要對(duì)鈦合金及其擴(kuò)散焊疲勞特性研究進(jìn)展進(jìn)行了綜述,總結(jié)了鈦合金及其焊接后疲勞裂紋萌生和擴(kuò)展的規(guī)律。概述了鈦合金的化學(xué)成分和分類,以及常用焊接方法,重點(diǎn)介紹擴(kuò)散焊的特點(diǎn)和優(yōu)勢(shì)。描述了循環(huán)載荷作用下滑移帶形成和位錯(cuò)的運(yùn)動(dòng)現(xiàn)象,闡明疲勞裂紋萌生的機(jī)制。鈦合金微觀組織的選擇是優(yōu)化力學(xué)性能的常見方法,現(xiàn)有研究表明,制備層合結(jié)構(gòu)是降低鈦合金疲勞裂紋擴(kuò)展速率的一種重要調(diào)控手段。不合適的焊接工藝參數(shù)會(huì)導(dǎo)致接頭缺陷的形成,后續(xù)熱處理能夠降低接頭缺陷,并提高焊接構(gòu)件的疲勞壽命和疲勞強(qiáng)度。最后,簡(jiǎn)述了擴(kuò)散焊制備多層和異種鈦合金層合結(jié)構(gòu)來(lái)實(shí)現(xiàn)構(gòu)件高損傷容限的可行性。
關(guān)鍵詞:
現(xiàn)代飛機(jī)對(duì)高機(jī)動(dòng)性、輕質(zhì)、長(zhǎng)壽命和高可靠性等技術(shù)性能提出更高的要求。而鈦合金因具有一系列優(yōu)異的綜合性能,已經(jīng)發(fā)展為現(xiàn)代飛機(jī)主體結(jié)構(gòu)的重要材料,其應(yīng)用水平甚至成為衡量飛機(jī)結(jié)構(gòu)選材先進(jìn)性的重要標(biāo)志之一。Ti及鈦合金是20世紀(jì)50年代發(fā)展起來(lái)的一種多用途金屬結(jié)構(gòu)材料,具有高的比強(qiáng)度,優(yōu)良的耐蝕性、耐熱性、生物相容性,以及無(wú)毒無(wú)磁等優(yōu)點(diǎn),但因其價(jià)格顯著高于鋼和Al,因此,更多被應(yīng)用于航空航天、石油化工、海洋和生物醫(yī)學(xué)等高端領(lǐng)域[1?3]。美國(guó)第三代某型號(hào)飛機(jī)的鈦合金用量占總結(jié)構(gòu)材料的26.1%,第四代某型號(hào)飛機(jī)的鈦合金用量占比達(dá)到41%[4],另外,Ti及鈦合金在商用飛機(jī)結(jié)構(gòu)件中的用量也逐年增長(zhǎng)(圖1[5])。然而鈦合金的疲勞實(shí)驗(yàn)研究表明,其損傷容限較差,疲勞裂紋一旦萌生,裂紋擴(kuò)展速率往往較高,高的裂紋敏感性使得鈦合金構(gòu)件裂紋擴(kuò)展壽命降低,嚴(yán)重影響飛機(jī)的長(zhǎng)期安全使用。2007年美國(guó)空軍某三代機(jī)飛行過(guò)程中因上縱梁疲勞斷裂,導(dǎo)致整機(jī)解體和墜毀。多種飛機(jī)因零部件或連接處的局部疲勞損傷,引發(fā)整個(gè)機(jī)身斷裂或飛機(jī)墜毀,造成多人受傷或喪生。2002年,波音747-200型客機(jī)的機(jī)尾蒙皮累積磨損致疲勞失效,造成飛機(jī)的機(jī)尾脫落并失控,最后因艙體突然失壓,結(jié)構(gòu)解體,全機(jī)225人全部遇難。以上事例表明,疲勞斷裂給航空工業(yè)以及人類社會(huì)的發(fā)展帶來(lái)了巨大損失。因此,飛機(jī)鈦合金結(jié)構(gòu)中疲勞裂紋快速擴(kuò)展的難題亟待關(guān)注和解決[6]。為改善鈦合金結(jié)構(gòu)件的疲勞裂紋快速擴(kuò)展的特性,目前,已研制出損傷容限較好的新型鈦合金材料,如國(guó)內(nèi)自主研發(fā)的TC4-DT、TC21鈦合金、美國(guó)Ti-6-22-22S鈦合金。經(jīng)過(guò)長(zhǎng)期的探索,鈦合金材料成分體系已經(jīng)日漸成熟。與此同時(shí),構(gòu)造能提高損傷容限性能的鈦合金結(jié)構(gòu)形式也是較為有效的途徑。
圖1

圖1 商用飛機(jī)中Ti的使用量隨時(shí)間推移不斷增加(氣泡大小表示飛機(jī)載客量)[5]
Fig.1 A increase in consumption of titanium in commercial aircraft over time (Bubble size represents the passenger capacity of the aircraft)[5]
1 鈦合金及其焊接
鈦合金中添加的合金元素依其穩(wěn)定組織類型可分為以下3類。(1) α穩(wěn)定元素,能夠大量固溶且穩(wěn)定α-Ti
表1 常用鈦合金國(guó)內(nèi)外牌號(hào)和名義化學(xué)成分[10,11]
Table 1
| Titanium alloy type | Domestic | Similar foreign brand | Nominal chemical composition | Heat treatment | Tensile |
|---|---|---|---|---|---|
| brand | (mass fraction / %) | strength | |||
| MPa | |||||
| α type | TA1 | USA, Ti-40 | Ti | Annealing | 300 |
| Near α type | TA18 | USA, Ti-3-2.5 | Ti-3Al-2.5V | Annealing | 620 |
| TA15 | RUS, BT20 | Ti-6.5Al-2Zr-1Mo-1Al | Annealing | 930 | |
| α + β type | TC4 | USA, Ti-6-4 / RUS, BT6 | Ti-6Al-4V | Annealing | 895 |
| TC18 | RUS, BT22 | Ti-5Al-5Mo-5V-1Cr-1Fe | Double annealing | 1080 | |
| TC11 | RUS, BT9 | Ti-6.5Al-3.5Mo-1.5Zr-0.3Si | Annealing | 1030 | |
| TC21 | USA, Ti-6-22-22s | Ti-6Al-2Sn-2Zr-3Mo-1Cr-2Nb-xSi | Double annealing | 1100 | |
| Near β type | TB6 | USA, Ti-1023 | Ti-10V-2Fe-3Al | Solution and aging | 1105 |
| Metastable β type | TB5 | USA, Ti-15-3 | Ti-15V-3Cr-3Sn-3Al | Solution and aging | 1080 |
| TB8 | USA, β21S | Ti-15Mo-3Al-2.7Nb-0.2Si | Solution and aging | 1250 |
圖2

圖2 Mo當(dāng)量鈦合金類型示意圖
Fig.2 Schematic of titanium alloy types with Mo equivalent (Tβ —critical temperature of completely α phase to β phase transformation; Ms and Mf—martensite transformation start and finish temperatures, respectively; C1—the highest Mo equivalent concentration of alloying element for complete martensitic transformation, C2—the lowest Mo equivalent concentration of alloying element without martensitic transformation)
經(jīng)過(guò)近70年的研究和發(fā)展,我國(guó)航空航天用Ti及鈦合金牌號(hào)已經(jīng)達(dá)到29個(gè)[10]。我國(guó)飛機(jī)用結(jié)構(gòu)鈦合金體系隨分級(jí)設(shè)計(jì)需求而發(fā)展的趨勢(shì)如圖3所示。飛機(jī)結(jié)構(gòu)鈦合金的發(fā)展設(shè)計(jì)經(jīng)歷4代,依次是靜強(qiáng)度設(shè)計(jì)、疲勞壽命設(shè)計(jì)、破損安全設(shè)計(jì)、損傷/耐久性設(shè)計(jì)。第一代主要為低強(qiáng)度TA1、TC2、TA7等Ti和鈦合金(抗拉強(qiáng)度低于700 MPa)以及中強(qiáng)度TC4、TA15、TC18等鈦合金(抗拉強(qiáng)度介于700?1000 MPa之間)。這類Ti及鈦合金的合金元素含量低、冶煉技術(shù)成熟、生產(chǎn)成本低,且具備優(yōu)良的塑性和韌性。第二代主要為高強(qiáng)度TC16、TC18、TB5、TB6等鈦合金(抗拉強(qiáng)度介于1000?1250 MPa之間)。該類鈦合金中β穩(wěn)定性合金元素含量明顯提高,常用的熱處理方式是雙重退火、退火+時(shí)效或固溶+時(shí)效。通過(guò)精確控制熱加工和熱處理工藝能夠使該類合金獲得優(yōu)異的疲勞壽命和疲勞強(qiáng)度。第三代主要為超高強(qiáng)度TB8、TB19等亞穩(wěn)β鈦合金(抗拉強(qiáng)度高于1250 MPa)。該類鈦合金中β穩(wěn)定性合金元素含量大幅增加,加熱至Tβ (Tβ 為α相全部轉(zhuǎn)變?yōu)?i style=";padding: 0px;box-sizing: border-box">β相的溫度)以上,獲得全部β相,經(jīng)水冷或空冷至室溫,穩(wěn)定的高溫β相能夠全部保留下來(lái),隨后的時(shí)效處理析出細(xì)小和彌散的α相,析出強(qiáng)化是最主要的強(qiáng)化機(jī)制。該類近β和亞穩(wěn)β鈦合金經(jīng)固溶+時(shí)效熱處理,能夠獲得超高的強(qiáng)度和較好的塑性和斷裂韌性。第四代主要為高強(qiáng)度TC21和中強(qiáng)度TC4-DT等高損傷容限型鈦合金。TC4-DT合金抗拉強(qiáng)度介于825?900 MPa之間,具有高的斷裂韌性(KIC ≥ 90 MPa·m1/2)、較低的疲勞裂紋擴(kuò)展速率、較高的疲勞裂紋擴(kuò)展門檻值ΔKth (TC4-DT合金在應(yīng)力比R = 0.5時(shí),ΔKth ≈ 4.5 MPa·m1/2,而普通TC4合金的ΔKth ≈ 3.6 MPa·m1/2)[14]。另外,TC21合金抗拉強(qiáng)度介于1030?1100 MPa之間,具有較高的斷裂韌性(KIC ≥ 70 MPa·m1/2)、較低的疲勞裂紋擴(kuò)展速率、較高的ΔKth (TC21合金在R = 0.5時(shí),ΔKth ≈ 2.7 MPa·m1/2)[11]。近年來(lái),隨著鈦合金加工和熱處理新工藝以及新化學(xué)成分的深入研究,鈦合金的強(qiáng)韌性和抗疲勞性能進(jìn)一步提高。Mantri等[15]對(duì)TB8鈦合金的研究表明,通過(guò)調(diào)控固溶處理后的低溫預(yù)時(shí)效時(shí)間,可以提前析出大量彌散分布的納米級(jí)ω相,ω相在隨后的高溫時(shí)效過(guò)程中促進(jìn)α相的形核和生長(zhǎng),最終合金的抗拉強(qiáng)度可達(dá)1.8 GPa,斷后延伸率為6%。
圖3

圖3 我國(guó)飛機(jī)結(jié)構(gòu)鈦合金發(fā)展趨勢(shì)示意圖
Fig.3 Schematic of development trend of titanium alloys for aircraft structure in China
Ti及鈦合金在加熱時(shí)易與H、C、N、O反應(yīng),焊接過(guò)程中,300℃快速吸H,600℃快速吸O,700℃快速吸N,高于1000℃時(shí)其與C形成化合物[16],這些雜質(zhì)氣體的吸入,使得雜質(zhì)原子與Ti原子反應(yīng)形成化合物,導(dǎo)致Ti及鈦合金脆化。為了保證焊接接頭的質(zhì)量,Ti及鈦合金往往在Ar氣氛圍或真空環(huán)境下進(jìn)行焊接。目前Ti及鈦合金的主要焊接方法包括激光焊、電子束焊、等離子弧焊、擴(kuò)散焊、攪拌摩擦焊和釬焊等[17?20]。
激光焊是基于高能量密度的激光束作為熱源的一種焊接方法。激光焊Ti及鈦合金時(shí)必須施加惰性氣體作保護(hù),保護(hù)氣體在500℃應(yīng)保持穩(wěn)定。激光焊也適用于高溫鈦合金的連接,其接頭的強(qiáng)度和塑性較好。鈦合金的導(dǎo)熱系數(shù)小(15.24 W/(m·K),約為鋼鐵的1/5),對(duì)紅外線光吸收率比較高,因此鈦合金的激光焊較容易實(shí)現(xiàn)深穿透焊。電子束焊是指加速和聚焦的電子束流轟擊焊縫的一種焊接方法。真空電子束的功率密度可達(dá)106 W/cm2以上,電子束焊Ti及鈦合金的焊縫和熱影響區(qū)都很窄,且焊縫和熱影響區(qū)不會(huì)出現(xiàn)粗大的片狀α相,選擇合理的電子束焊參數(shù)能夠保證良好的接頭處微觀組織和力學(xué)性能。由于電子束焊熱影響區(qū)小、接頭強(qiáng)度高且有真空保護(hù)等優(yōu)點(diǎn),電子束焊已經(jīng)大量應(yīng)用于Ti及鈦合金薄板和精密零件的連接。等離子弧焊是利用等離子弧高能量密度束流作為熱源的一種熔焊的方法。2.5?15.0 mm厚的Ti及鈦合金板材采用穿孔型或小孔方法可一次焊透,并可防止氣孔產(chǎn)生。采用3?10 A的電流能夠很好地完成0.08?0.60 mm厚Ti及鈦合金薄板的微束等離子弧焊。攪拌摩擦焊是通過(guò)高速旋轉(zhuǎn)的焊具與工件摩擦產(chǎn)生的熱量使被焊材料局部熔化,焊縫處材料在轉(zhuǎn)動(dòng)摩擦力作用下流向后部,并在焊具的擠壓下完成結(jié)合的一種固相連接技術(shù)。一般而言,攪拌區(qū)發(fā)生了動(dòng)態(tài)再結(jié)晶,晶粒為比母材還細(xì)小的等軸晶,而熱影響區(qū)只發(fā)生較低溫度的退火。整個(gè)焊縫處的硬度和抗拉強(qiáng)度要低于母材,且攪拌區(qū)的硬度最低。釬焊指釬料(其熔點(diǎn)低于焊件材料的熔點(diǎn))和焊件同時(shí)加熱到釬料熔化的溫度后,液態(tài)釬料填充焊件的縫隙,冷卻后完成連接的一種焊接方法。鈦合金釬焊接頭的性能取決于釬料與鈦合金的反應(yīng)產(chǎn)物,這關(guān)系到釬料類型和焊接熱循環(huán)參數(shù),鈦合金釬焊的釬料主要為銀基和Ti-Zr基釬料。
擴(kuò)散焊是將2個(gè)或多個(gè)待焊材料疊放在一起,并置于真空或保護(hù)氣氛爐內(nèi),在一定溫度和壓力作用下,待焊接表面微小的凹凸處發(fā)生局部塑性變形后,接近一半的待焊表面緊密接觸,在持續(xù)的保溫保壓的時(shí)間段內(nèi)界面附近原子相互擴(kuò)散而形成冶金連接的一種固相焊接方法[21,22]。擴(kuò)散焊具有以下優(yōu)點(diǎn):(1) 接頭質(zhì)量好,同種材料接頭的顯微組織和性能與母材接近或相同;(2) 焊件變形小、尺寸精度高;(3) 可同時(shí)連接結(jié)構(gòu)復(fù)雜、多接頭的結(jié)構(gòu)件;(4) 可以連接異種材料和薄厚尺寸相差較大的工件。本課題組致力于鈦合金[17]、鋁合金、不銹鋼和鎂合金等材料的擴(kuò)散焊研究,并通過(guò)引入中間層、鈦合金熱氫處理[23]、電流輔助加熱等技術(shù)提高擴(kuò)散焊界面質(zhì)量和焊接效率。將置氫0.2% (質(zhì)量分?jǐn)?shù))的Ti2AlNb基合金與TC4合金快速加熱至850℃進(jìn)行擴(kuò)散焊實(shí)驗(yàn),掃描電鏡分析表明,異種合金接頭具有分層結(jié)構(gòu),依次是Ti2AlNb母材、連續(xù)β相層、非連續(xù)α相層、等軸β相層及雙態(tài)TC4母材,良好的接頭剪切強(qiáng)度達(dá)到711 MPa (圖4[24] )。通過(guò)設(shè)計(jì)加工脈沖電流輔助擴(kuò)散焊Ti2AlNb合金板材裝置,對(duì)不同電流密度下的板材溫度分布進(jìn)行了實(shí)驗(yàn)研究,在?電流密度4.58 A/mm2下成功地實(shí)現(xiàn)了Ti2AlNb合金的完全冶金鍵合,并討論了微觀組織演變和微孔隙周圍電流的繞行效應(yīng)[25,26]。
圖4

圖4 置氫的Ti2AlNb/TC4異種鈦合金擴(kuò)散焊界面SEM微觀組織表征、EDS分析與接頭強(qiáng)度[24]
Fig.4 Joint microstructures and element distributions by SEM and EDS as well as shear strength of hydrogenated Ti2AlNb/TC4 alloys by diffusion bonding[24]
(a) overall joint microstructure
(b) corresponding element distribution across the interface (Inset shows the local joint microstructure. I, III—β phase layers; II—α phase layer; IV—α + β phase layer; V—B2 + O phase layer)
(c) fracture morphologies of hydrogenated sample (cleavage rupture marked by black rectangle)
(d) variation of joint shear strength with diffusion zone width (microstructural observations of unhydrogenated sample in the inset)
2 疲勞裂紋形核
疲勞破壞是指在交變循環(huán)的應(yīng)力(低于屈服強(qiáng)度)或應(yīng)變作用下,材料的局部結(jié)構(gòu)逐漸引起變化和內(nèi)部缺陷損傷累積,經(jīng)一定循環(huán)周次后,由于局部塑性變形致使疲勞微裂紋萌生和擴(kuò)展,隨后微裂紋會(huì)逐步發(fā)展為宏觀裂紋,宏觀裂紋繼續(xù)擴(kuò)展,最終工件被完全斷裂破壞。疲勞破壞是各種工程結(jié)構(gòu)件失效的重要形式之一,大約90%的斷裂都是由疲勞損傷引起的[27]。總的來(lái)說(shuō),材料的整個(gè)疲勞破環(huán)過(guò)程主要包括疲勞裂紋的萌生、擴(kuò)展和瞬時(shí)斷裂3個(gè)階段[28]。鈦合金的疲勞特性與微觀組織有著密不可分的聯(lián)系,包括相組成、相分?jǐn)?shù)、形貌、晶粒或集束的尺寸、織構(gòu)、晶粒取向等。另外,焊接過(guò)程中熱源的能量比較集中,接頭處因快速加熱和冷卻引起的微觀和宏觀缺陷,熱量分布不均勻帶來(lái)的復(fù)雜微觀結(jié)構(gòu)和組織,都會(huì)直接或間接地增加疲勞裂紋萌生的可能性[29]。
高周疲勞過(guò)程中裂紋萌生壽命(包括微米級(jí)裂紋的萌生及擴(kuò)展壽命)占全壽命的絕大部分,甚至達(dá)到90%[30]。金屬材料疲勞破壞的起源常在材料的自由表面或內(nèi)部缺陷處,因?yàn)檫@些區(qū)域易引起較高的局部應(yīng)力,進(jìn)而引起局部微觀組織塑性變形。TC4是目前使用量和應(yīng)用面最廣泛的鈦合金,通過(guò)控制機(jī)械加工和熱處理工藝能夠獲得不同的微觀組織,包括等軸組織、雙態(tài)組織、網(wǎng)籃組織和片層組織。Gilbert和Piehler[31]以及Ivanova等[32]研究了等軸和雙態(tài)TC4合金分別在低周和高周疲勞條件下的疲勞裂紋萌生,觀察到裂紋總是在具有準(zhǔn)解理面的初生α晶粒中萌生。Oberwinkler等[33]研究了鍛造的雙態(tài)TC4合金正循環(huán)拉伸應(yīng)力下疲勞裂紋的形成,發(fā)現(xiàn)疲勞裂紋僅在柱面和基面滑移系的初生α晶粒中萌生,且這些初生α晶粒的Schmid因子非常高。Meng等[34]研究了片層組織的TC4合金拉伸應(yīng)力下疲勞裂紋的萌生,指出疲勞裂紋萌生主要沿著接近基面滑移系的界面α相上進(jìn)行。Man等[35]利用透射電鏡觀察發(fā)現(xiàn),平行的駐留滑移帶(persistent slip bands,PSBs)被束狀結(jié)構(gòu)的位錯(cuò)分開,在基體上形成類似梯子的結(jié)構(gòu)。此外,PSBs中的位錯(cuò)墻和基體結(jié)構(gòu)中的位錯(cuò)密度都比較高[35,36]。疲勞損傷的典型過(guò)程如圖5[36]所示,外力加載過(guò)程誘導(dǎo)局部微觀塑性變形,位錯(cuò)沿著滑移面和滑移方向運(yùn)動(dòng)至材料表面,且卸載過(guò)程位錯(cuò)并不會(huì)返回加載前位置,這樣會(huì)在材料表面留下一個(gè)不可恢復(fù)的滑移臺(tái)階,這種大量累積的滑移臺(tái)階可造成表面粗糙化,循環(huán)飽和的過(guò)程出現(xiàn)了PSBs,PSBs內(nèi)的局域化應(yīng)變以擠入擠出帶的形式沿著PSBs運(yùn)動(dòng)到材料表面釋放,造成局部擠入擠出帶的應(yīng)力和應(yīng)變集中,最終在材料表面的擠入擠出帶位置萌生微裂紋。
圖5

圖5 梯形結(jié)構(gòu)的駐留滑移帶內(nèi)部結(jié)構(gòu)與產(chǎn)生的表面凹凸的關(guān)系示意圖[36]
Fig.5 Schematics of the relation of the internal structure of a ladder-like structure of a PSBs and resulting surface relief (cv—vacancy concentration, b —Burgers vector, PSB—persistent slip band, PSM—persistent slip marking)[36]
(a) point defect production in PSB and their migration to the matrix
(b) resulting surface profile consisting of central extrusion and two parallel intrusions
3 疲勞裂紋擴(kuò)展
在循環(huán)加載作用下,多數(shù)金屬材料在發(fā)生斷裂之前要經(jīng)歷宏觀疲勞裂紋擴(kuò)展階段。疲勞裂紋擴(kuò)展可用da / dN-ΔK (其中,a為疲勞裂紋擴(kuò)展長(zhǎng)度,N為疲勞循環(huán)次數(shù),ΔK為應(yīng)力強(qiáng)度因子幅)的雙對(duì)數(shù)坐標(biāo)下的裂紋擴(kuò)展速率曲線來(lái)表示(圖6)。由圖可見,曲線分為3個(gè)區(qū)域:Ⅰ區(qū)為疲勞裂紋的萌生階段,當(dāng)ΔK小于或等于一個(gè)下限時(shí),疲勞裂紋幾乎不發(fā)生擴(kuò)展,ΔK的下限稱為疲勞裂紋擴(kuò)展門檻值(ΔKth);Ⅱ區(qū)為疲勞裂紋穩(wěn)態(tài)擴(kuò)展階段,ΔK和疲勞裂紋的擴(kuò)展速率呈線性關(guān)系,利用這一線性關(guān)系可預(yù)測(cè)疲勞裂紋擴(kuò)展壽命,也是疲勞裂紋擴(kuò)展研究的重點(diǎn)階段;Ⅲ區(qū)為疲勞裂紋擴(kuò)展高速率區(qū),當(dāng)應(yīng)力強(qiáng)度因子K趨近于材料的斷裂韌度KC時(shí),試樣快速失穩(wěn)斷裂。
圖6

圖6 疲勞裂紋擴(kuò)展速率與ΔK的函數(shù)曲線
Fig.6 Fatigue crack growth rate (da / dN) as a function of ΔK (a—fatigue crack length, N—number of load cycle, ΔK—stress intensity factor range, ΔKth—fatigue crack growth threshold, Kmax—maximum of stress intensity factor range, KC—fracture toughness, m—material constant)
1957年,裂紋尖端區(qū)域內(nèi)應(yīng)力分布參量概念(即K)的提出奠定了疲勞裂紋擴(kuò)展規(guī)律和線彈性斷裂力學(xué)研究的基礎(chǔ)[37]。為了定量描述疲勞裂紋的擴(kuò)展速率,Paris等[38]在此基礎(chǔ)上提出了ΔK的概念,并指出K與裂紋尖端附近的應(yīng)力和應(yīng)變場(chǎng)類似,表征裂紋擴(kuò)展速率的主要參量也應(yīng)該是K,并提出:
式中,da / dN為每一次載荷循環(huán)中疲勞裂紋長(zhǎng)度前進(jìn)量,ΔK = Kmax - Kmin (其中,Kmax和Kmin分別是疲勞過(guò)程中單次疲勞應(yīng)力循環(huán)應(yīng)力強(qiáng)度因子的最大值和最小值),C和m為材料常數(shù)。不足的是,
式中,Cb和mb是材料常數(shù)。Forman等[39]在
除服役的外部條件外,疲勞裂紋擴(kuò)展還與Ti及鈦合金的微觀結(jié)構(gòu)有關(guān)。一些研究[41?47]報(bào)道了雙態(tài)、層狀和等軸晶粒等微觀特征對(duì)鈦合金的疲勞性能和行為的影響。Shi等[48]基于不同雙退火工藝研究了不同網(wǎng)狀組織的近β鈦合金的疲勞裂紋擴(kuò)展行為,指出長(zhǎng)且寬的α片層最有利于提高裂紋擴(kuò)展路徑的彎曲度。另外,鈦合金的組織和微觀結(jié)構(gòu)特征,如晶粒尺寸[49]、形態(tài)[50]、相分?jǐn)?shù)[51]、晶粒取向[52]和織構(gòu)[53]對(duì)疲勞裂紋擴(kuò)展有明顯的影響。Wang等[54]利用原位掃描電鏡觀察增材制造TC4鈦合金的疲勞短裂紋擴(kuò)展(圖7[54]),指出持久滑移帶促進(jìn)了裂紋沿滑移線擴(kuò)展。由于位錯(cuò)滑移的勢(shì)壘效應(yīng),晶界能阻礙裂紋擴(kuò)展。裂紋分叉和二次裂紋形成分散了主裂紋的擴(kuò)展驅(qū)動(dòng)力,降低了主裂紋的前進(jìn)速率。石曉輝[55]還基于擴(kuò)展有限元法,采用Maxps準(zhǔn)則作為損傷起始判據(jù),利用Abaqus軟件計(jì)算了TC18合金標(biāo)準(zhǔn)緊湊拉伸(CT)件裂紋尖端損傷和擴(kuò)展行為。結(jié)果表明,裂紋沿垂直于加載力的方向擴(kuò)展,屬于典型的Ⅰ型(張開型)裂紋擴(kuò)展;后期裂紋尖端前形成45°剪切微裂紋,即轉(zhuǎn)為Ⅱ型(滑開型)裂紋擴(kuò)展。
圖7

圖7 基于同位掃描電鏡觀察增材制造TC4鈦合金的疲勞裂紋擴(kuò)展過(guò)程[54]
Fig.7 Observation of fatigue crack growth process of additively manufactured TC4 titanium alloy based on in situ scanning electron microscope (CTOD—crack tip opening displacement)[54]
(a) 11410 cyc (b) 12139 cyc (c) 17551 cyc (d) 19806 cyc (e) 20852 cyc (f) 21561 cyc
1990年,Clegg等[56]參考貝殼特殊的強(qiáng)韌化原理,首次提出建立層合結(jié)構(gòu)提高韌性的方法,并在脆性材料中加入高韌性材料層,制備出了陶瓷基復(fù)合結(jié)構(gòu)。層合結(jié)構(gòu)主要是由韌性材料和脆性材料相互疊加,主要包括金屬/金屬間化合物[57]、金屬/陶瓷[58]、金屬/金屬基復(fù)合材料等[59]層合結(jié)構(gòu)。研究表明,層合結(jié)構(gòu)不僅能夠改善材料準(zhǔn)靜態(tài)載荷下的強(qiáng)韌性,而且所引入的連接界面能夠改變疲勞斷裂行為。Dong等[60]利用擴(kuò)散焊技術(shù)制備了TC4鈦合金層合結(jié)構(gòu),研究連接界面對(duì)疲勞裂紋擴(kuò)展和準(zhǔn)靜態(tài)拉伸力學(xué)性能的影響,發(fā)現(xiàn)連接界面與基材的微觀織構(gòu)差異降低了疲勞裂紋沿厚度方向擴(kuò)展的速率。He等[61]和Liu等[62]在TC4鈦合金擴(kuò)散焊層合結(jié)構(gòu)中人為引入未焊合區(qū),延緩了疲勞裂紋的擴(kuò)展,提高了疲勞裂紋擴(kuò)展階段壽命,但是未完全焊合區(qū)域的存在會(huì)降低層合結(jié)構(gòu)的準(zhǔn)靜態(tài)力學(xué)性能(圖8[61,62])。通過(guò)同步輻射X射線掃描,Junet等[63]對(duì)擴(kuò)散焊試樣中心含有激光鉆孔缺口的TC4柱狀件的疲勞裂紋進(jìn)行了表征,直接測(cè)試到試樣內(nèi)部裂紋擴(kuò)展速率低于相同長(zhǎng)度的表面裂紋時(shí)的擴(kuò)展速率。Adharapurapu等[64]研究了韌性層厚度和體積分?jǐn)?shù)對(duì)Ti/Al3Ti裂紋擴(kuò)展速率的影響,指出隨著韌性相Ti體積分?jǐn)?shù)的增加,Ti/Al3Ti的疲勞裂紋擴(kuò)展抗性增加。綜合異種材料層合結(jié)構(gòu)的疲勞性能研究發(fā)現(xiàn),疲勞裂紋尖端在異質(zhì)界面處鈍化是抑制裂紋擴(kuò)展的主要原因,次生裂紋的出現(xiàn)也可改善裂尖處的應(yīng)力場(chǎng)和塑性變形場(chǎng)的分布。
圖8

圖8 TC4鈦合金擴(kuò)散焊層合結(jié)構(gòu)疲勞斷口形貌和裂紋擴(kuò)展[61,62]
Fig.8 Fatigue fracture morphologies and crack growth of TC4 titanium alloy laminate by diffusion bonding
(a) fractography of the laminates with unbonded zones (x—width direction, y—thickness direction; A—the direction along x-axis, B—along -x-axis, C—along y-axis; a1—distance of the outmost point on the left crack front from y-axis, a2—distance of the outmost point on the right crack front from y-axis)[61]
(b) variation of fatigue crack growth rate with crack length and corresponding fractography (ar—half-crack length)[61]
(c) fatigue crack growth process of laminated structure with unbonded zones based on the extended finite element method (Red regions represent initial crack)[62]
近年來(lái),研究人員[65?70]基于調(diào)控?cái)U(kuò)散焊參數(shù),如溫度、時(shí)間、壓力,還有添加中間層,對(duì)異質(zhì)金屬或合金的擴(kuò)散焊界面微觀組織演化和力學(xué)性能進(jìn)行了大量的研究。朱富慧[71]和賈國(guó)朋[72]致力于鈦合金和鈦基合金的擴(kuò)散焊研究,完成了TC4/Ti2AlNb基合金、TA15/Ti2AlNb基合金、TC4/TB8合金等擴(kuò)散焊工藝與機(jī)理的研究,如圖9a[72]和b所示。將異種材料連接到一起,可以綜合各材料的性能優(yōu)勢(shì)。異種材料擴(kuò)散焊時(shí),連接界面兩側(cè)的合金元素相互擴(kuò)散,在界面處形成幾微米至幾十微米寬度的過(guò)渡層,過(guò)渡層處的化學(xué)成分、微觀組織和力學(xué)性能不同于母材。Li等[73]還利用擴(kuò)散焊工藝制備了TC4/TA15鈦合金異質(zhì)層合結(jié)構(gòu)(圖10[73]),通過(guò)控制擴(kuò)散焊參數(shù)獲得層間微觀取向差異的α相,α相晶體學(xué)取向隨機(jī)的TA15合金能減緩疲勞裂紋的擴(kuò)展,同時(shí)層合結(jié)構(gòu)的準(zhǔn)靜態(tài)拉伸性能與合金母材拉伸性能相當(dāng)。因此,經(jīng)過(guò)合理設(shè)計(jì)的異種鈦合金層合結(jié)構(gòu)不僅能保持材料靜態(tài)載荷下的強(qiáng)韌特性,而且異質(zhì)層材料能夠改變疲勞斷裂行為,在航空航天領(lǐng)域具有廣闊的應(yīng)用前景。
圖9

圖9 異種鈦合金[72]和鈦基合金的擴(kuò)散焊界面微觀結(jié)構(gòu)
Fig.9 Microstructures of diffusion bonded interface between heterogeneous titanium alloy and titanium-based alloy
(a) TA15/Ti2AlNb[72] (b) TC4/TB8
圖10
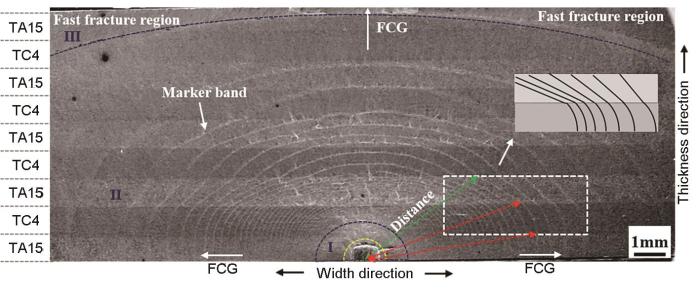
圖10 擴(kuò)散焊制備TC4/TA15合金異質(zhì)層合結(jié)構(gòu)疲勞裂紋擴(kuò)展斷面特征[73]
Fig.10 Fracture characteristics of dissimilar laminate of TC4/TA15 alloys by diffusion bonding (FCG—fatigue crack growth; red and green arrows present the distance between fatigue crack and central defect in the TC4 and TA15 layers, respectively; schematic illustration of fatigue crack in the white dotted square)[73]
Du等[74~76]在擴(kuò)散焊制備多層結(jié)構(gòu)件領(lǐng)域進(jìn)行了研究,如基于超塑成型/擴(kuò)散焊的方法制備Ti2AlNb基合金4層蜂窩狀結(jié)構(gòu)件、TA15鈦合金4層中空結(jié)構(gòu)件、熱彎和擴(kuò)散焊結(jié)合方法制備TiAl合金波紋夾芯結(jié)構(gòu)件。徐芳菲[77]采用擴(kuò)散焊技術(shù)成功制備了多層結(jié)構(gòu)樣件,共7層(3層Ti2AlNb/1層TC4/3層Ti2AlNb)的結(jié)構(gòu)樣件和42層膜盒結(jié)構(gòu)樣件(圖11a和b[77])。薄壁窄筋中空結(jié)構(gòu)作為一種典型的輕量高強(qiáng)結(jié)構(gòu)(圖11a),具有較好的氣動(dòng)外形、易設(shè)計(jì)的結(jié)構(gòu)、良好的高溫強(qiáng)韌性和耐沖擊性、全壽命成本低、易于制成模塊化結(jié)構(gòu)、易檢查維護(hù)并可進(jìn)行損傷容限設(shè)計(jì)等優(yōu)點(diǎn),已在導(dǎo)彈的舵面和翼面等結(jié)構(gòu)件上得到應(yīng)用。目前,釬焊或電子束焊制備超多層結(jié)構(gòu)件技術(shù)較為成熟,然而隨層數(shù)的增多,焊縫數(shù)量急劇增多導(dǎo)致的生產(chǎn)周期長(zhǎng)和焊縫質(zhì)量難以保證等問(wèn)題隨之而來(lái)。因此,徐芳菲[77]提出一種多層結(jié)構(gòu)局部擴(kuò)散焊制備膜盒的方法,結(jié)果表明,該方法能夠獲得質(zhì)量和結(jié)構(gòu)尺寸良好的接頭。
圖11

圖11 擴(kuò)散焊層合結(jié)構(gòu)樣件[77]
Fig.11 Laminated structure samples by diffusion bonding
(a) three layers of Ti2AlNb / one layer of TC4 / three layers of Ti2AlNb hollow structure with thin walls and narrow ribs
(b) 42 layers of diaphragm[77]
4 疲勞強(qiáng)度與壽命
疲勞壽命評(píng)估方法總結(jié)起來(lái)主要有2類:一是基于傳統(tǒng)的應(yīng)力法,以應(yīng)力-壽命(S-N)曲線計(jì)算壽命;二是以缺口應(yīng)力評(píng)定為基礎(chǔ),應(yīng)用應(yīng)變疲勞進(jìn)行壽命評(píng)估。一般規(guī)定在N達(dá)到107 cyc,材料不失效時(shí)的最大應(yīng)力為該材料的疲勞極限。圖12描述了N與應(yīng)力幅之間的關(guān)系,并根據(jù)N將疲勞破壞分為超低周、低周、高周和超高周疲勞破壞。
圖12

圖12 疲勞循環(huán)周次與施加應(yīng)力幅的關(guān)系
Fig.12 Relationship between fatigue cycle and applied stress amplitude
一般而言,焊接接頭的抗拉強(qiáng)度高于母材,然而由于接頭韌性的下降或缺陷的存在使得它的疲勞強(qiáng)度和壽命常低于母材。Sanders等[78]研究了攪拌摩擦焊接TC4合金的接頭疲勞性能,一般而言,在給定的循環(huán)應(yīng)力水平下,接頭壽命相對(duì)母材疲勞壽命降低約20%,這是因?yàn)楹附舆^(guò)程造成的損傷或缺陷留在疲勞試樣的接頭處,它們?cè)谙鄬?duì)缺口敏感的材料中起到應(yīng)力集中的作用,誘發(fā)疲勞裂紋在此萌生,導(dǎo)致疲勞性能降低。Edwards等[79,80]比較了TC4合金攪拌摩擦焊的對(duì)接接頭和角接頭的疲勞性能,結(jié)果表明,焊接后試樣的疲勞壽命降低至母材的19%左右,在焊接后進(jìn)行適當(dāng)?shù)臒崽幚恚梢蕴岣吆附蛹钠趬勖蛊溥_(dá)到母材的80%左右。Nakai等[81]發(fā)現(xiàn),攪拌摩擦焊雙相Ti531C鈦合金時(shí),增加退火工藝可以改善接頭的高周疲勞性能,但疲勞性能仍低于母材,這主要是因?yàn)閿嚢鑵^(qū)β相中形成的少量等溫ω相,以及混合區(qū)與母材之間的界面處不連續(xù)的微觀結(jié)構(gòu),都是潛在的應(yīng)力集中區(qū),最終導(dǎo)致疲勞壽命降低。擴(kuò)散焊在整個(gè)焊接過(guò)程中無(wú)材料的熔化,即實(shí)現(xiàn)了固態(tài)連接,可自由選擇是否添加中間層輔助焊接。因此,擴(kuò)散焊鈦合金能夠降低接頭組織的惡化,擴(kuò)散焊的鈦合金構(gòu)件已經(jīng)成功地應(yīng)用于航空航天等領(lǐng)域。謝佩玉等[82]在910℃、3.4 MPa、1 h條件下擴(kuò)散焊連接TC4合金,結(jié)果表明,其焊接接頭抗拉強(qiáng)度達(dá)到973 MPa,與母材相當(dāng),而接頭S-N曲線明顯下移,同載荷水平時(shí)下降約40%。Tuppen等[83]擴(kuò)散焊TC4 (即Ti6/4)/Ti550異種鈦合金,測(cè)試其低周疲勞載荷下的S-N關(guān)系。結(jié)果表明,與原始的普通熱處理的TC4和Ti550合金相比,擴(kuò)散焊試樣顯示出與較弱的TC4合金相當(dāng)?shù)牡椭芷陧憫?yīng)(圖13[83])。不同接頭方向的試樣表現(xiàn)出很接近的低周疲勞性能,且疲勞裂紋更多在接頭處的局部非熔合缺陷處萌生。
圖13

圖13 Ti550/TC4合金擴(kuò)散焊接頭和疲勞性能[83]
Fig.13 Joints and fatigue properties of Ti550/TC4 alloys by diffusion bonding[83]
(a) cylindrical geometry of low cycle fatigue (LCF) specimens (unit: mm)
(b) microstructure of Ti550/TC4 (Ti6/4) titanium alloys
(c) LCF S-N curves of Ti550/TC4 specimens compared with the S-N curves of traditional TC4 (solid line) and Ti550 (dotted line) alloys (Nf—number cycle to failure, ST—solution treatment, NFD—non-fusion defect)
5 總結(jié)與展望
本文主要綜述了鈦合金與其擴(kuò)散焊疲勞裂紋的形核、擴(kuò)展以及疲勞強(qiáng)度的特性。鈦合金的微觀組織與其合金元素密切相關(guān),通過(guò)控制化學(xué)元素和含量,進(jìn)而可調(diào)控鈦合金的微觀組織和力學(xué)性能。在循環(huán)應(yīng)力或應(yīng)變作用下位錯(cuò)運(yùn)動(dòng)誘導(dǎo)駐留滑移帶,金屬表面形成擠入擠出滑移帶,易于導(dǎo)致疲勞裂紋在此萌生。擴(kuò)散焊制備的鈦合金層合結(jié)構(gòu)能夠有效降低疲勞裂紋在厚度方向上的擴(kuò)展速率。針對(duì)鈦合金疲勞裂紋擴(kuò)展速率快和損傷容限性能差的關(guān)鍵問(wèn)題,提出異種鈦合金擴(kuò)散焊制備層合結(jié)構(gòu)來(lái)減緩疲勞裂紋擴(kuò)展速率。這是因?yàn)楫愘|(zhì)焊接界面和層間不同的材料性能易于調(diào)控,且不降低準(zhǔn)靜態(tài)拉伸性能。Ti及鈦合金的傳統(tǒng)真空擴(kuò)散焊存在溫度高、周期長(zhǎng)等問(wèn)題,通過(guò)對(duì)Ti及鈦合金待連接的表層一定深度熱氫處理,擴(kuò)散焊完成后再真空熱循環(huán)溢出剩余的H。H作為臨時(shí)合金元素不僅能促進(jìn)α向β相變,改善合金的高溫塑性,大幅降低擴(kuò)散焊所需的溫度,而且能夠優(yōu)化組織形態(tài),有效改善擴(kuò)散焊接頭的力學(xué)性能。添加中間層輔助擴(kuò)散焊同質(zhì)或異質(zhì)鈦合金,母材和中間層材料在接頭處充分進(jìn)行原子擴(kuò)散,通過(guò)調(diào)控新相和微觀結(jié)構(gòu)的形成,最終降低擴(kuò)散焊鈦合金的疲勞裂紋擴(kuò)展速率。同樣,層合材料的脆性層材料和韌性層材料的厚度匹配,不僅影響準(zhǔn)靜態(tài)拉伸變形的應(yīng)力-應(yīng)變分配,也會(huì)影響疲勞裂紋的形成位置和擴(kuò)展速率。實(shí)際工程應(yīng)用不能只考慮層合結(jié)構(gòu)件的單一性能,需要綜合衡量力學(xué)性能,如強(qiáng)韌性、疲勞、沖擊和壓縮等性能,并且還要考慮層合結(jié)構(gòu)的制造工藝穩(wěn)定性和層間板材料的價(jià)格。因此,制造低成本和綜合力學(xué)性能優(yōu)異的層合結(jié)構(gòu)件還需深入研究。
來(lái)源--金屬學(xué)報(bào)“推薦閱讀”
【責(zé)任編輯】:國(guó)檢檢測(cè)版權(quán)所有:轉(zhuǎn)載請(qǐng)注明出處
 滬公網(wǎng)安備31011202020290號(hào)
滬公網(wǎng)安備31011202020290號(hào)
