



分享:選區激光熔化高強韌鋁合金的異質結構調控及力學性能

林研1, 司丞1, 徐京豫1, 劉澤2, 張誠 ,1, 柳林1
,1, 柳林1
1.
2.
同時采用共晶成分設計和晶粒細化的策略,通過異質結構調控提升SLM成形的Al-Fe系列合金的強韌性。結果表明,SLM成形AlFe5合金呈現柱狀粗晶和等軸細晶并存的組織結構,其中細晶的體積分數較低,整體顯微結構未表現出明顯的非均勻性;隨著Zr元素的添加,SLM成形AlFe5Zr1合金中細晶體積分數增加,呈現粗、細晶交替分布的非均勻異質結構。同時,SLM成形AlFe5和AlFe5Zr1合金在納米尺度均呈現胞狀結構特征。這種納米級胞狀結構、過飽和Fe元素及高位錯密度主導的強化機制使得SLM成形Al-Fe-Zr系列合金的屈服強度達400 MPa,且異質結構可進一步提升AlFe5Zr1合金的應變強化能力,使其抗拉強度達450 MPa。原位斷裂韌性測試結果表明,異質結構可促使裂紋在擴展過程中發生偏折和尖端鈍化,從而增加裂紋擴展阻力,使AlFe5Zr1合金具有優異的斷裂韌性。
關鍵詞:
增材制造,又稱三維(3D)打印,是一種以數字模型為基礎,將材料按照一定分層厚度和預定堆積軌跡進行逐層疊加、堆積的新興制造技術[1]。相較于傳統的“減材制造”技術(如切削加工等),增材制造技術可實現3D復雜構件的近凈成形,在航空航天、汽車、醫療等領域均具有廣闊的應用前景。在眾多增材制造技術中,選區激光熔化(selective laser melting,SLM) 技術因激光光斑小(< 100 μm),具有成形精度高等優勢,適合高精尖金屬結構件的成形制造[2,3]。同時,SLM技術超快的冷卻速率還可賦予成形金屬構件特殊的非平衡顯微組織和優異的力學性能[4~8]。然而,作為一種重要的輕質金屬材料,當前可通過SLM成形高致密、無裂紋及高強度結構件的鋁合金體系仍十分有限,嚴重限制了SLM鋁合金在航空航天領域的應用。
因SLM技術的高冷卻速率,大部分變形鋁合金在SLM成形過程中易發生開裂,使SLM鋁合金的性能急劇降低[9]。例如,傳統沉淀時效強化鋁合金(2系、6系及7系鋁合金)因高的裂紋敏感性而難以通過SLM實現高質量成形制造[10]。研究[11]發現,較寬的凝固區間促使鋁合金在SLM成形過程中生成柱狀晶結構,并沿柱狀晶晶界產生熱致開裂行為。最近,設計共晶成分合金和添加形核劑細化晶粒已成為提升SLM鋁合金成形性和力學性能的主要策略。例如,近共晶成分的Al-Si合金體系(如AlSi12和AlSi10Mg)呈現出了良好激光3D打印成形性[12]。然而,SLM成形Al-Si合金的硬度、屈服強度及塑性均較差(硬度< 140 HV,屈服強度< 290 MPa,延伸率為2.8%~4.5%)[12,13],無法滿足鋁合金構件的實際服役要求。近年來,Martin等[14]通過在粉末中添加Zr納米顆粒形核劑成功制備出了無裂紋且具有等軸晶組織的SLM 7075鋁合金構件。然而,該方法的粉末預處理工藝復雜,且SLM成形件的強度(380~417 MPa)也低于相應的鍛造態7075鋁合金(462~538 MPa)[14]。進一步添加Sc元素,可使合金兼具細化晶粒和Al3Sc納米沉淀相的強化效應[15~17],進而持續提升SLM鋁合金的力學性能。例如,經熱處理的SLM成形Al-Mg-Sc-Zr合金的拉伸強度和塑性分別高達520 MPa左右和12%左右[15]。但高含量Sc元素的添加會增加合金的制造成本,不利于后續規模化工程應用。目前,低成本、高強韌SLM鋁合金的開發亟需新的思路。
值得關注的是,SLM的高冷卻速率使得溫度梯度和凝固生長速率即使在單個熔池空間尺度內也存在顯著變化[9,18],這導致SLM金屬材料通常具有粗晶和細晶共存的異質結構[19,20],且呈調制結構分布。對于特定的合金成分,SLM成形合金的微觀結構還可呈現出納米沉淀相→亞微米位錯胞→微米級晶粒的跨尺度特征[21,22]。研究[23~26]表明,這種跨尺度異質結構能促進多種變形機制的開啟,有利于提升3D打印金屬材料的綜合力學性能。最近,Thapliyal等[27]制備出了適于SLM成形的Al-Ni-Ti-Zr合金,該合金具有納米沉淀相→細晶→粗晶的跨尺度異質結構,屈服強度達266 MPa,塑性高達17%。總體而言,合金成分對SLM鋁合金異質結構影響的研究仍非常有限,有關異質結構如何影響SLM鋁合金力學性能的研究也較為缺乏。圍繞上述問題,本工作基于共晶成分和晶粒細化的合金設計思想,通過SLM成形制備出具有異質結構的Al-Fe-(Zr)合金,并系統研究了Zr元素添加對異質結構和力學性能的影響規律與機制。
1 實驗方法
本工作設計了2種不同成分的鋁合金,分別為AlFe5和AlFe5Zr1 (質量分數,%,下同),其中前者為Al-Fe的過共晶成分,后者是在前者基礎上通過添加Zr元素細化晶粒。首先采用工業級純Al (99.9%)、Fe (99.9%)和Zr (99.9%)制備相應成分的鋁合金鑄錠,然后采用VF-RQP 300小型金屬真空霧化裝置將這些鑄錠制備成SLM實驗所用的鋁合金粉末。霧化工藝參數如下:石墨坩堝的孔徑選用1.0 mm,出缸壓力和霧化壓力分別設定為75 kPa和8.5 MPa。此外,選擇AlSi10Mg合金粉末(粒徑為15~53 μm)作為參照對象。本工作采用的SLM設備為實驗室自制的3D打印裝置(HUST-BMG-1),所用的激光器為Nd∶YAG激光器。其主要參數如下:光斑直徑為100 μm,激光波長為1070 nm,激光功率0~500 W連續可調,激光掃描速率0~7000 mm/s可調。
利用Archimedes原理測量各組工藝參數下SLM成形鋁合金試樣的相對密度,并進一步采用Versa XRM-500型三維X射線計算機斷層掃描(CT)對試樣內部的缺陷進行三維表征。采用Supra55 掃描電鏡(SEM)的電子背散射衍射(EBSD)技術精細表征SLM鋁合金試樣的晶粒形貌、極圖及尺寸分布。利用ImageJ軟件測量EBSD組織分布圖中粗、細晶的體積分數。EBSD分析表征前需要對鋁合金試樣進行常規機械拋光和電解拋光。鋁合金的電解拋光液由體積比為1∶9的HClO4和CH3COOH混合而成。拋光溫度為室溫,控制電壓為20 V左右,時間20 s左右。試樣變形前后的微觀結構表征(包括明場像、高角環形暗場(HAADF)像及能譜(EDS)分析)在Tecnai G2 F30場發射透射電子顯微鏡(TEM)上完成,加速電壓300 kV。TEM樣品的制備過程如下:先用線切割從SLM塊體樣品取出待觀測的薄片,再將薄片的厚度機械研磨至20 μm左右,最后用離子減薄儀減薄得到TEM觀察試樣。
室溫準靜態拉伸測試在Zwick (Roell020)電子萬能材料試驗機上完成,相應的應變率為1 × 10-3 s-1。每種成分的SLM鋁合金試樣至少重復測試3次。狗骨頭狀平板拉伸試樣的尺寸如圖1a所示。進一步采用單邊缺口拉伸試樣對SLM成形鋁合金進行原位SEM斷裂韌性測試,試樣尺寸如圖1b所示。斷裂韌性測試的加載速率為0.002 mm/s (應變率1 × 10-4 s-1)。試樣的斷裂韌性(KQ)計算公式為[28]:
圖1

圖1 平板拉伸試樣和單邊缺口拉伸試樣的幾何形狀示意圖
Fig.1 Schematics of the plate tensile (a) and the single-edge-notch tension (b) specimens (unit: mm. L—length of specimen, B—thickness of specimen, W—width of specimen, a—length of crack)
式中,PQ為峰值載荷,B為試樣厚度,W為試樣寬度,a為裂紋長度,f(a / W)為取決于試樣幾何形狀、裂紋長度及加載方式的因子。利用SEM實時觀察原位斷裂韌性測試中試樣的裂紋擴展路徑形貌。最后,采用VK-X200K激光共聚焦顯微鏡(LSCM)觀察試樣的斷口形貌。
2 實驗結果
2.1 SLM成形鋁合金的成分設計與成形性能
由于接近共晶成分,2種鋁合金均表現出良好的成形性,可成功制備出無裂紋的SLM樣件。下面以AlFe5Zr1為例重點分析其成形性能。圖2a為不同工藝參數下SLM成形AlFe5Zr1合金的相對密度。從圖中可以看出,AlFe5Zr1合金具有較寬的SLM成形工藝窗口,試樣相對密度均高于97.58%。在最佳成形工藝參數(掃描速率1200 mm/s,激光功率275 W)下,試樣相對密度最高,達99.79%。后續研究中的SLM樣件均通過該最佳工藝制備。利用三維X射線CT對最佳工藝下SLM成形AlFe5Zr1合金的內部缺陷進行表征,結果如圖2b所示。試樣的孔隙率僅為0.07%,且大部分孔洞尺寸小于5 μm。需要指出的是,由于僅能測量尺寸大于1 μm的內部缺陷,三維X射線CT測量的孔隙率會低于利用Archimedes原理測量的數值。上述結果表明,所設計的新型Al-Fe-Zr系列合金具有良好的SLM成形性能和高致密度。
圖2
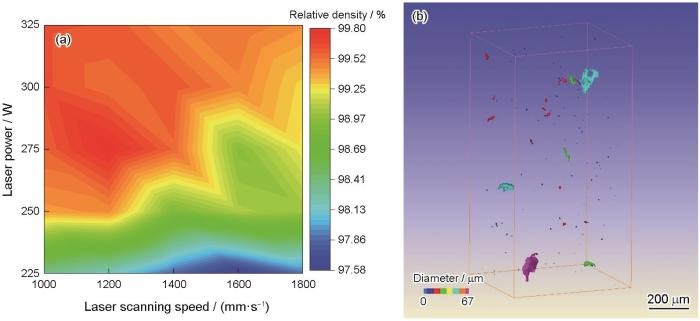
圖2 不同工藝參數下選區激光熔化(SLM)成形AlFe5Zr1合金的相對密度及最佳工藝下AlFe5Zr1合金的三維X射線CT圖像
Fig.2 Relative densities of SLMed AlFe5Zr1 alloy with different processing parameters (a), and reconstructed 3D X-ray computed tomography (CT) image representing porosity distribution within the AlFe5Zr1 alloy prepared with the best SLM processing procedure (b) (SLM—selective laser melting)
2.2 顯微組織
采用最佳SLM工藝參數成形的AlFe5和AlFe5Zr1合金的EBSD組織分布圖、極圖和晶粒尺寸分布如圖3所示。AlFe5合金呈現柱狀粗晶與等軸細晶并存的晶粒形貌,其中等軸細晶的體積分數很小(< 5%),且被周圍柱狀粗晶包裹(圖3a)。這種以粗大柱狀晶為主的顯微組織也常見于其他近共晶成分的鋁合金中(如AlSi10Mg[29])。但相比于典型SLM成形AlSi10Mg合金[29],本工作中AlFe5合金的柱狀晶更為粗大,柱狀晶的寬度和長度分別約為40和200 μm。由于Zr元素的添加,AlFe5Zr1合金的晶粒形貌發生顯著變化,如圖3b所示。AlFe5Zr1合金中粗晶區的晶粒尺寸明顯小于AlFe5樣品,最大晶粒尺寸僅約為20 μm,且細晶體積分數明顯增加(約為50%),整體呈現近等軸粗晶與細晶交替分布的異質結構晶粒形貌。同時,由于凝固過程中存在較大的溫度梯度,熔池邊界附近出現較多由邊界向中心生長的細長晶粒。極圖分析表明,2種SLM成形鋁合金樣品中均不存在明顯織構(圖3c和d)。此外,晶粒尺寸統計分布顯示,AlFe5合金的晶粒尺寸范圍為4~40 μm,而AlFe5Zr1合金的晶粒尺寸范圍為4~20 μm,且細晶比例明顯增加(圖3e)。這表明Zr的加入能有效細化AlFe5Zr1晶粒。值得注意的是,本工作中Zr元素的添加量較低,且SLM的冷卻速率較高且屬于非平衡凝固,導致Al3Zr不易析出,Zr主要以固溶形式存在于Al基體中。Zr為過渡金屬元素,具有較強的得電子能力,較低含量的Zr就能有效增加鋁合金熔體在凝固過程中的形核位點及形核率,細化晶粒[12]。
圖3
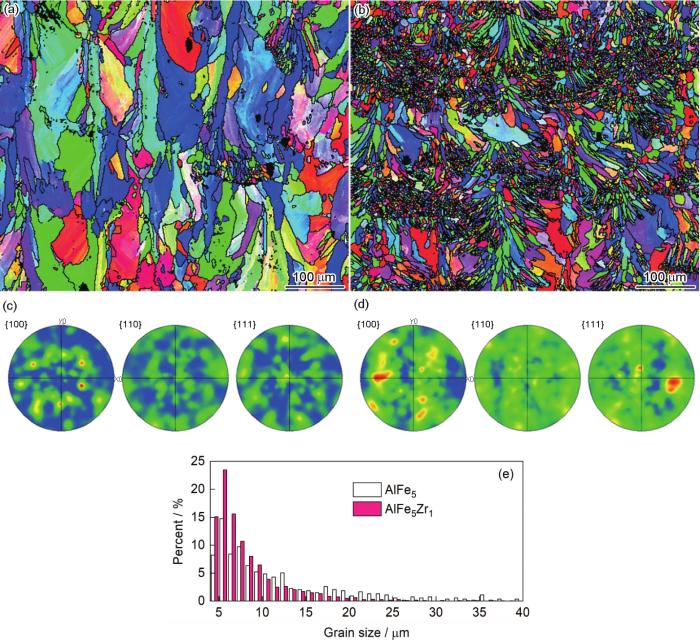
圖3 SLM成形AlFe5和AlFe5Zr1合金的EBSD圖、極圖和晶粒尺寸分布圖
Fig.3 EBSD images (a, b), pole figures (c, d), and grain size distributions (e) of SLMed AlFe5 (a, c) and AlFe5Zr1 (b, d) alloys
圖4為2種SLM成形鋁合金的TEM像。從圖4a可以看出,AlFe5合金的晶粒由尺寸60~80 nm的胞狀結構組成。同時,HAADF像和元素分布圖顯示胞壁處存在明顯的Fe元素富集(圖4b)。類似地,AlFe5Zr1合金的晶粒也呈現出尺寸60~80 nm的胞狀結構,且胞狀結構邊界處也出現了Fe元素的偏析(圖4c和d)。此外,由于Zr元素的添加量較低,SLM成形過程中Zr均勻溶解于Al基體之中,且尚未出現Al3Zr納米析出相。這種特殊的胞狀結構普遍存在于鋁合金[30]、鎳基合金[31]、不銹鋼[32]及高熵合金[22,33]等金屬材料的SLM成形構件中,且主要歸因于SLM成形過程中極高的冷卻速率(105~107 K/s)和成分過冷[34,35]。同時,由于Fe在Al中的溶解度極小,凝固前沿的固/液界面會排出溶質Fe,導致富含Fe溶質的熔體向枝晶尖端的兩側流動,形成富含Fe元素的胞壁。這與Si元素在SLM成形AlSi12合金中胞狀結構邊界處富集的原因相同[35]。此外,值得注意的是,本工作中AlFe5和AlFe5Zr1合金的胞狀結構尺寸明顯小于近共晶成分的AlSi12合金(500~1000 nm)[35]。研究[36,37]表明,SLM金屬中胞狀亞結構的形成機制是:SLM凝固過程中累積的殘余應力誘導形成位錯堆積的胞狀亞結構;隨后,局部的應變能密度差異促使溶質原子擴散到胞狀亞結構的胞壁,造成元素偏聚。因此,本工作中觀察到較細的胞狀結構尺寸應該與產生的局部應變(與SLM工藝及鋁合金基體材料性質有關)相關,而與Fe元素在胞壁的聚集無關。
圖4
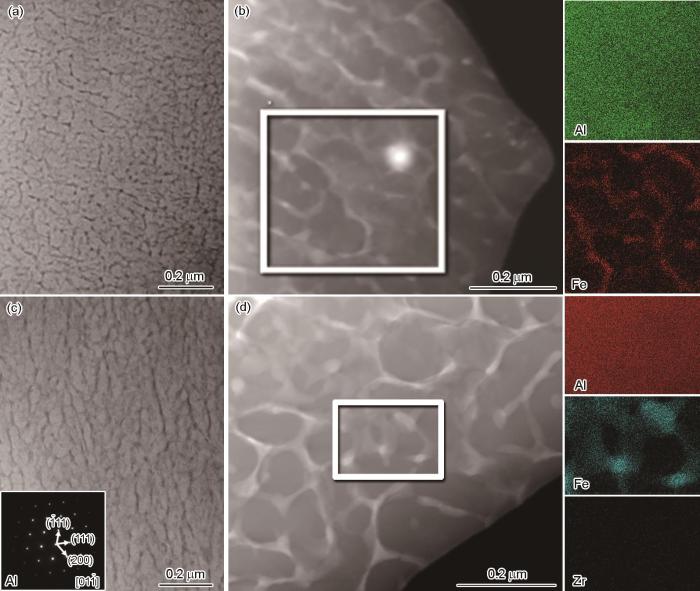
圖4 SLM成形AlFe5和AlFe5Zr1合金的胞狀結構形貌及胞狀結構內的元素分布
Fig.4 Bright-field TEM images (a, c), high-angle annular dark field (HAADF) images (left) and corresponding EDS element mappings of rectangle (right) (b, d) of SLMed AlFe5 (a, b) and AlFe5Zr1 (c, d) alloys (Inset in Fig.4c shows the corresponding selected area electron diffraction (SAED) pattern)
2.3 力學性能
圖5為SLM成形試樣的室溫準靜態拉伸應力-應變曲線,相應的屈服強度、抗拉強度及延伸率均列于表1中。本工作中SLM成形AlSi10Mg合金的屈服強度、抗拉強度及延伸率分別為268.7 MPa、378.0 MPa和3.1% (表1),與文獻[10,12]中報道的AlSi10Mg合金的拉伸力學性能基本相當。SLM成形AlFe5合金的屈服強度和抗拉強度分別為399.0和434.6 MPa,分別約為AlSi10Mg合金的1.50和1.15倍。但是AlFe5合金的塑性較差,斷裂延伸率僅為1.7%,明顯低于AlSi10Mg合金(3.1%)。添加Zr元素后,AlFe5Zr1合金的強度和塑性相較于AlFe5合金略有提升,其抗拉強度和斷裂延伸率分別為450.3 MPa和2.3%,這主要歸因于Zr元素細化晶粒及粗大柱狀晶結構的消除。
圖5
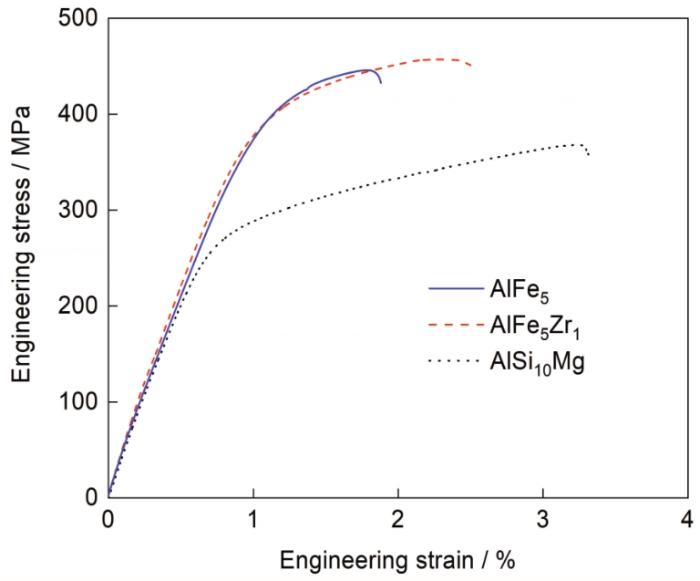
圖5 SLM成形AlFe5、AlFe5Zr1及AlSi10Mg合金的室溫準靜態拉伸工程應力-應變曲線
Fig.5 Room temperature quasi-static tensile engineering stress-strain curves of the SLMed AlFe5, AlFe5Zr1, and AlSi10Mg alloys
表1 SLM成形AlFe5、AlFe5Zr1和AlSi10Mg合金的拉伸性能
Table 1
| Alloy | σy / MPa | σuts / MPa | Elongation / % |
|---|---|---|---|
| AlFe5 | 399.0 ± 3.3 | 434.6 ± 11.8 | 1.7 ± 0.1 |
| AlFe5Zr1 | 405.8 ± 5.7 | 450.3 ± 4.6 | 2.3 ± 0.3 |
| AlSi10Mg | 268.7 ± 3.4 | 378.0 ± 6.8 | 3.1 ± 0.1 |
圖6為SLM成形鋁合金原位斷裂韌性測試時的載荷-位移曲線。由圖可見,3種合金的載荷隨位移增加均呈現線性增加,且載荷達到峰值后迅速下降,這表明裂紋萌生后會迅速擴展。同時,AlFe5Zr1合金試樣的峰值載荷最高(約300 N),分別約為AlFe5和AlSi10Mg合金的1.9和1.3倍,表明其具有最高的抑制裂紋萌生抗力。對于AlFe5合金,其峰值載荷(約160 N)明顯低于AlSi10Mg合金(約230 N),表明其抑制裂紋萌生的能力最低。根據載荷-位移曲線可計算得到SLM成形AlFe5、AlFe5Zr1以及AlSi10Mg合金的斷裂韌性,分別為19.2、35.7和27.6 MPa·m1/2。可以看出,具有最高強度的AlFe5Zr1合金同時呈現出最高的斷裂韌性,其斷裂韌性相較于AlFe5和AlSi10Mg合金分別提升了約86%和30%;而AlFe5合金相比于AlSi10Mg合金強度有所提升,但韌性明顯降低(約30%)。
圖6
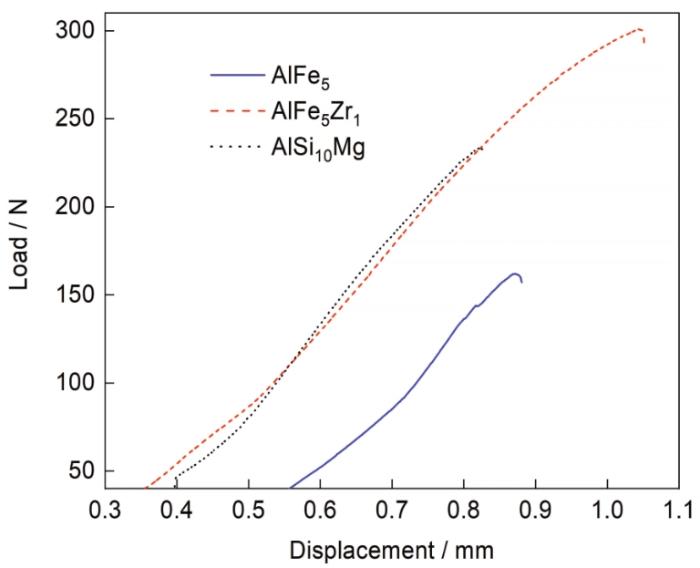
圖6 SLM成形AlFe5、AlFe5Zr1及AlSi10Mg合金試樣的載荷-位移曲線
Fig.6 Load-displacement curves of the SLMed AlFe5, AlFe5Zr1, and AlSi10Mg alloys
3 分析討論
3.1 SLM成形Al-Fe-(Zr)合金的強化機制
圖5的拉伸測試結果表明,本工作中SLM成形AlFe5和AlFe5Zr1合金具有高達400 MPa的屈服強度,明顯高于其他SLM成形鋁合金體系(如AlSi12、AlSi10Mg、6061、Al-Ni-Ti-Zr等)[12,13,27]。通常,金屬材料的強化機制包括:固溶強化、沉淀強化、晶界強化、位錯強化、織構強化、相變強化及各向異性強化。針對本工作中的SLM成形AlFe5和AlFe5Zr1合金,EBSD及TEM表征顯示2類鋁合金中不存在明顯織構、沉淀相及相變。這表明AlFe5和AlFe5Zr1合金的屈服強度(σy)可表示為[38~41]:
式中,σ0、Δσgb、Δσss、Δσdis分別為晶格摩擦阻力(純Al的σ0為10 MPa[42])、晶界強化貢獻的強度、固溶強化貢獻的強度和位錯強化貢獻的強度;d為晶粒尺寸;G為剪切模量(26.38 GPa);ε為Al、Fe原子半徑差(數值為0.11[41]);Ci 為Fe原子(此外,i代表固溶元素(Fe))在Al基體中的固溶含量(除去胞壁處的偏析,胞狀結構中心區域Fe的固溶含量為0.36%,原子分數);b為Burgers矢量模(0.286 nm);ρ為位錯密度;k、M、α為材料常數(對于純Al,k、M和α分別為0.06 MPa·m1/2、3.06和0.24)[42~44]。
根據拉伸變形后AlFe5Zr1合金的TEM像(圖7)可以看出,胞壁處發生明顯的位錯塞積,即產生強化效應的是胞壁而非晶界。這種由胞狀結構邊界提供的強化效應也常見于SLM成形的316L不銹鋼[45]及AlSi10Mg[46]等合金中。同時,對于鋁合金,Hall-Petch公式適用的晶粒尺寸范圍為50 nm至70 μm[42]。因此,將胞狀結構的尺寸(d = 60 nm)代入
圖7

圖7 SLM成形AlFe5Zr1合金試樣拉伸變形后的TEM明場像
Fig.7 Bright-field TEM images showing tension-induced microstructure evolution in the SLMed AlFe5Zr1 alloy
除了具有較高的屈服強度,SLM成形鋁合金還呈現出了一定的應變強化。尤其是對于AlFe5Zr1合金,其屈服強度雖與AlFe5合金基本相同(歸因于相似的胞狀結構),但其抗拉強度略高于AlFe5合金。這種應變強化效果的差異主要源于2種合金整體顯微結構分布形式的差別。EBSD表征(圖3)已經顯示,AlFe5合金中雖含有少量細晶,但柱狀粗晶占據主導地位,整體微觀結構相對均勻;而AlFe5Zr1合金卻呈現粗、細晶交替分布的典型異質結構。研究[24,51,52]已經表明,這種異質結構不僅有利于變形過程中多種變形機制的開啟,還能促進幾何必需位錯的增殖并產生背應力強化,從而顯著提升整體結構的應變強化效果。
3.2 SLM成形AlFe5Zr1 合金的韌化機制
裂紋尖端的應力強度因子和裂紋擴展模式與裂紋尖端附近區域的微觀結構密切相關。因此,非均勻異質結構的存在會對裂紋的擴展路徑產生重要影響。圖8為AlFe5Zr1合金的裂紋擴展路徑及3D形貌圖。可以看出,當載荷為270 N時,裂紋在缺口尖端前方約80 μm處萌生,并形成主裂紋I (圖8a)。分析表明,該裂紋萌生位置是熔池邊界處。這主要歸因于SLM成形鋁合金試樣熔池的邊界處通常具有較高的缺陷密度,屬于力學性能薄弱區,易成為裂紋優先形核、萌生的位置。隨載荷的增加(275 N),主裂紋I向尖端前方和后方同時逐步擴展,且在缺口尖端處萌生裂紋II (圖8b)。當載荷進一步增大為290 N時,裂紋II與向后方偏折并擴展的裂紋I匯集,形成裂紋橋聯(圖8c)。同時,裂紋I的尖端開始發生鈍化,且在尖端前方約100 μm位置處萌生裂紋III (圖8c)。裂紋I的尖端鈍化表明此時裂紋I擴展進入了塑性良好的粗晶區域,且粗晶區的塑性變形是裂尖鈍化的主要原因。隨著載荷進一步增大為295 N,裂紋I于尖端前方發生分叉和偏折,而裂紋III也同時向前后2個方向擴展(圖8d)。最終,試樣在達到峰值載荷(300 N)時發生斷裂失效,最終形成表面高度起伏較大的粗糙斷口形貌(圖8e)。對于AlFe5合金,其微觀結構相對均勻,裂紋易沿著粗大柱狀晶的晶界擴展,且在擴展過程中不會發生顯著偏折,導致相應的斷口比較平滑(圖8f)。上述分析表明,AlFe5Zr1合金試樣的粗、細晶交替分布的異質結構是促使裂紋在擴展過程中發生多次大角度偏折及尖端鈍化的根本原因。通常,裂紋的偏折會降低局部裂紋擴展驅動力[53,54],并顯著增加有效裂紋長度;而塑性變形主導的裂紋尖端鈍化能降低尖端應力集中,從而有效抑制裂紋的進一步擴展[55~57]。因此,具有更強異質結構的AlFe5Zr1合金的韌性明顯優于AlFe5合金。
圖8
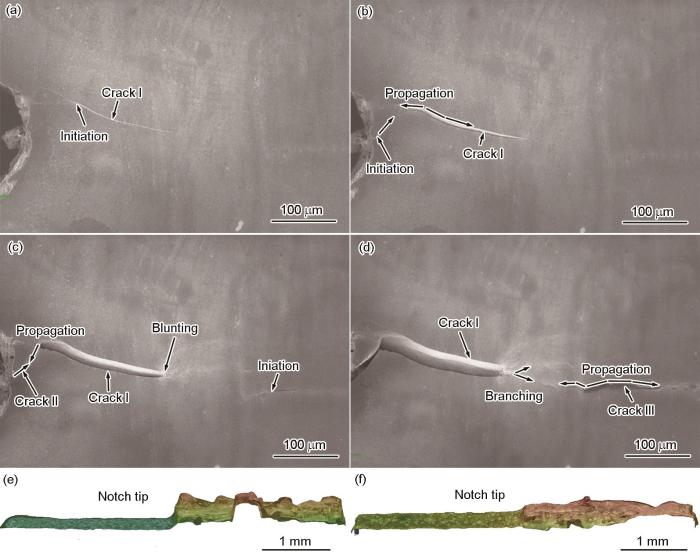
圖8 SLM成形AlFe5Zr1和AlFe5合金的裂紋擴展形貌
Fig.8 Crack profiles characterized on the surface of the SLMed AlFe5Zr1 alloy at different stages of crack extension (a-d), and 3D fracture surface morphologies for the SLMed AlFe5Zr1 (e) and AlFe5 (f) alloy samples after fracture toughness testing
(a) 270 N (b) 275 N (c) 290 N (d) 295 N
需要指出的是,本工作中提出的SLM成形鋁合金的異質結構調控策略仍有很大進步空間。后續還可以通過成分設計(如Al-Co或Al-Ni共晶體系+形核元素)及工藝優化(如沿打印方向連續改變或周期性調控固溶元素含量),構建更為豐富的異質結構(包括:晶粒梯度分布的異質結構,粗晶/細晶層狀異質結構,晶粒尺寸呈雙峰分布的異質結構,以及跨尺度異質結構(粗晶/細晶 + 胞狀結構+納米析出相)),有望實現SLM鋁合金強韌性的進一步突破。
4 結論
(1) 基于共晶成分和晶粒細化設計的AlFe5和AlFe5Zr1合金均可實現高質量的SLM成形。AlFe5合金呈現出柱狀粗晶和等軸細晶共存的晶粒形貌,但細晶的體積分數較低,整體顯微結構仍相對均勻;而AlFe5Zr1合金則是粗、細交替分布,整體顯微結構表現出明顯的非均勻性。
(2) SLM成形AlFe5和AlFe5Zr1合金的晶粒內部均產生了尺寸60~80 nm的胞狀結構。這種納米級胞狀結構、過飽和Fe元素和高密度位錯促使SLM成形AlFe5和AlFe5Zr1合金呈現出高達400 MPa的屈服強度。
(3) 粗、細晶交替分布的異質結構有利于裂紋在擴展過程中發生偏折和尖端鈍化,增加裂紋擴展阻力,從而可顯著提升SLM成形AlFe5Zr1合金的斷裂韌性。
來源--金屬學報 滬公網安備31011202020290號
滬公網安備31011202020290號
