圖 1 調(diào)整前鋼板橫向板廓圖
檢檢測(cè)")
全國(guó)服務(wù)熱線:
19957375031021-33362018關(guān)注")
五礦營(yíng)口中板有限責(zé)任公司,遼寧 營(yíng)口 115005
北京科技大學(xué)機(jī)械工程學(xué)院,北京 100083
摘要: 針對(duì)某3800 mm軋機(jī)軋制6~10 mm規(guī)格鋼板時(shí)易出現(xiàn)非對(duì)稱板形問(wèn)題,對(duì)現(xiàn)場(chǎng)成品鋼板橫向板廓進(jìn)行測(cè)試與分析,橫向板廓呈現(xiàn)操作側(cè)板厚大于傳動(dòng)側(cè)板厚的趨勢(shì),分析認(rèn)為與軋機(jī)剛度非對(duì)稱有關(guān)。采用壓靠法獲得軋機(jī)兩側(cè)剛度值,發(fā)現(xiàn)軋機(jī)兩側(cè)相對(duì)剛度差達(dá)6.43%。利用年檢時(shí)間對(duì)軋機(jī)相關(guān)零部件進(jìn)行檢查與更換,軋機(jī)相對(duì)剛度差降至2.83%,同時(shí),鋼板橫向楔形量減小,非對(duì)稱板廓有明顯改善。
軋機(jī)剛度指的是軋機(jī)本身抵抗變形的能力。在軋機(jī)輥縫設(shè)定過(guò)程中,一般認(rèn)為軋機(jī)兩側(cè)的剛度是相同的,并由此給出各軋制道次的設(shè)定輥縫值。但實(shí)際上由于牌坊制造誤差、輥系的不對(duì)稱、墊片和壓頭等的影響,軋機(jī)兩側(cè)剛度差是始終存在的,且隨著設(shè)備運(yùn)行時(shí)間的延長(zhǎng),軋機(jī)兩側(cè)剛度差越來(lái)越大。由于軋機(jī)兩側(cè)剛度的不同,在進(jìn)行軋制時(shí),軋機(jī)兩側(cè)的彈跳就會(huì)不同,從而引起兩側(cè)的輥縫不同,造成兩側(cè)壓下量的不同,鋼板出現(xiàn)橫向非對(duì)稱板廓[1]。
某3800 mm熱軋線軋制6~10 mm規(guī)格鋼板在軋制過(guò)程中存在橫向非對(duì)稱因素從而出現(xiàn)非對(duì)稱板形問(wèn)題。非對(duì)稱因素通常包括推床對(duì)中不正、來(lái)料楔形、軋機(jī)兩側(cè)剛度差、鋼板橫向溫度分布不均以及軋輥有載輥縫凸度等[2]。
針對(duì)鋼板非對(duì)稱板廓及軋機(jī)非對(duì)稱剛度方面的問(wèn)題,諸多學(xué)者已進(jìn)行了深入的研究。鄭旭濤等[3]針對(duì)帶鋼斷面板廓非對(duì)稱性問(wèn)題,采用壓靠法獲得軋機(jī)的彈跳曲線,并利用基于影響函數(shù)法的非對(duì)稱輥系變形模型,計(jì)算分析軋機(jī)剛度差對(duì)帶鋼板廓非對(duì)稱性的影響。柴簫君等[4]建立了集軋機(jī)和軋件為一體的非對(duì)稱板形計(jì)算模型,指出來(lái)料楔形對(duì)軋件楔形的影響明顯超過(guò)其對(duì)軋件平坦度的影響,并且機(jī)架剛度非對(duì)稱及軋件跑偏對(duì)楔形和平坦度均有顯著影響。曹殿政[5]針對(duì)寬厚板生產(chǎn)中出現(xiàn)的縱向彎曲、橫向彎曲、邊浪等板形問(wèn)題,分析了鋼坯加熱不均勻、軋制過(guò)程中冷卻不均勻、軋制過(guò)程中軋機(jī)不穩(wěn)定性等影響因素,并給出了生產(chǎn)實(shí)踐解決方案。李長(zhǎng)宏等[6]將軋制力計(jì)算函數(shù)簡(jiǎn)化為壓下量的簡(jiǎn)單函數(shù),把軋輥上的載荷分布簡(jiǎn)化成簡(jiǎn)單函數(shù),利用該函數(shù)推導(dǎo)出兩側(cè)剛度差異在軋制階段造成的兩側(cè)彈跳差異,該函數(shù)表明寬厚板兩側(cè)的厚度差隨兩側(cè)剛度差與總剛度差比值的增加而增加。王海玉等[7]使用ABAQUS有限元軟件建立軋輥-軋件靜力學(xué)耦合模型,定量計(jì)算了不同初始坯料條件下的入口中間坯走偏因素對(duì)出口中間坯楔形的影響,并進(jìn)一步模擬出中間坯鐮刀彎現(xiàn)象,計(jì)算了不同初始坯料條件下的入口中間坯走偏因素對(duì)出口中間坯鐮刀彎的影響。楊澄[8]從理論上分析認(rèn)為板形缺陷的成因來(lái)源于板寬方向上各條縱向纖維的延伸不均,并分析了鐮刀彎產(chǎn)生的原因,提出相應(yīng)對(duì)策及改進(jìn)措施。
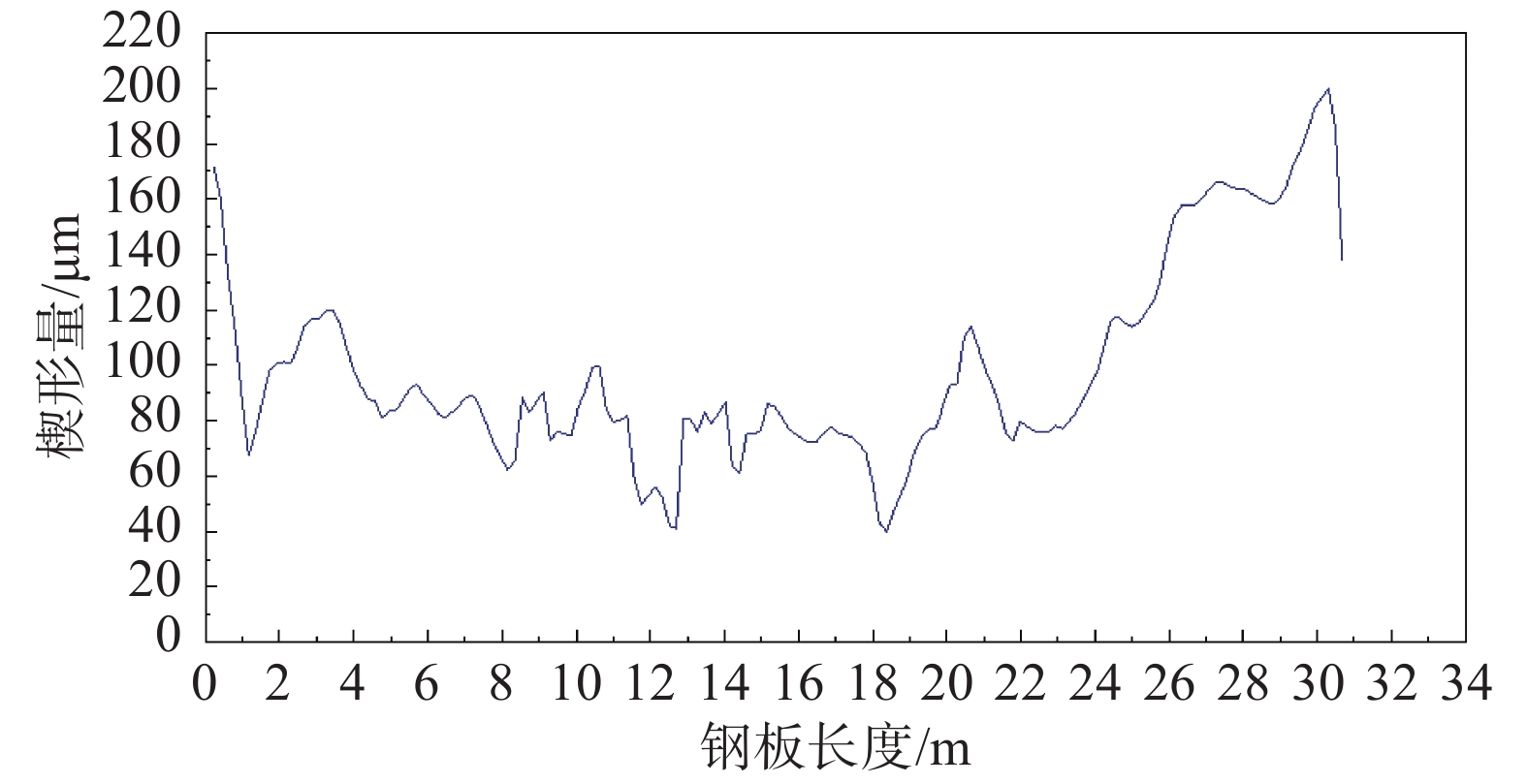
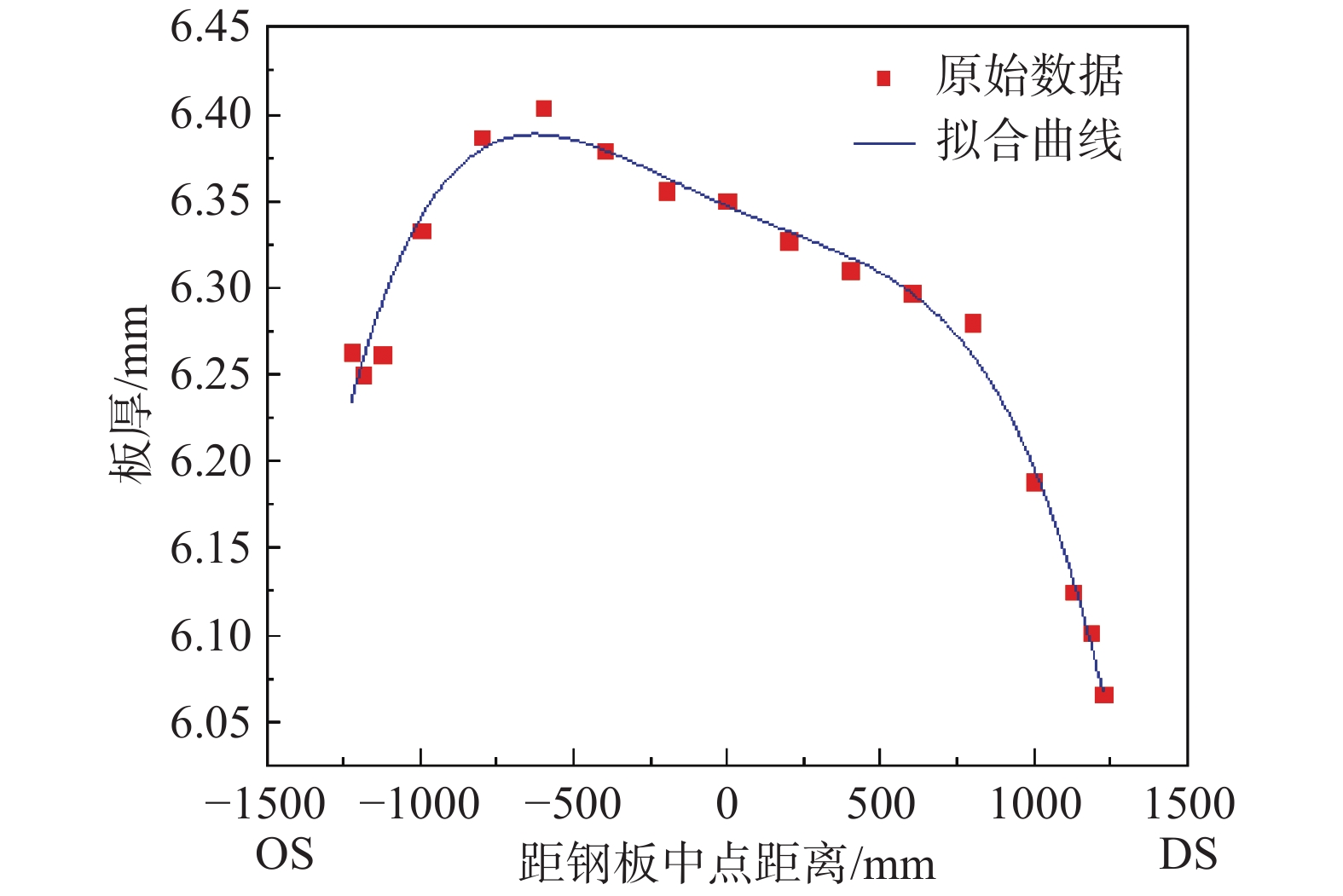
隨機(jī)抽取22塊厚度為6~10 mm的成品鋼板,使用數(shù)顯式千分尺對(duì)鋼板沿某一寬度方向取點(diǎn)進(jìn)行厚度測(cè)量,繪制鋼板橫向板廓散點(diǎn)圖,采用四次曲線對(duì)測(cè)量數(shù)據(jù)進(jìn)行擬合,典型板廓如圖1所示。圖中橫坐標(biāo)為距鋼板中點(diǎn)距離、縱坐標(biāo)為板厚,OS代表操作側(cè),DS代表傳動(dòng)側(cè)。從圖中可以看出,鋼板橫向板廓圖呈現(xiàn)操作側(cè)板厚大于傳動(dòng)側(cè)板厚的趨勢(shì),即存在楔形分布,占比達(dá)86%,楔形量在100~300 μm,最大可達(dá)300 μm。
現(xiàn)場(chǎng)精軋末道次設(shè)有楔形監(jiān)控,楔形量為操作側(cè)板厚減傳動(dòng)側(cè)板厚,如圖2所示。通過(guò)現(xiàn)場(chǎng)精軋末道次楔形量監(jiān)控來(lái)看,精軋末道次鋼板以操作側(cè)較厚為主,并且許多成品鋼板呈現(xiàn)鐮刀彎向操作側(cè)彎曲的現(xiàn)象,與測(cè)量的成品板廓具有對(duì)應(yīng)關(guān)系。這表明鋼板在軋制過(guò)程中存在橫向非對(duì)稱因素,如軋機(jī)兩側(cè)剛度差、鋼板橫向溫度分布不均、軋制過(guò)程鋼板跑偏等。
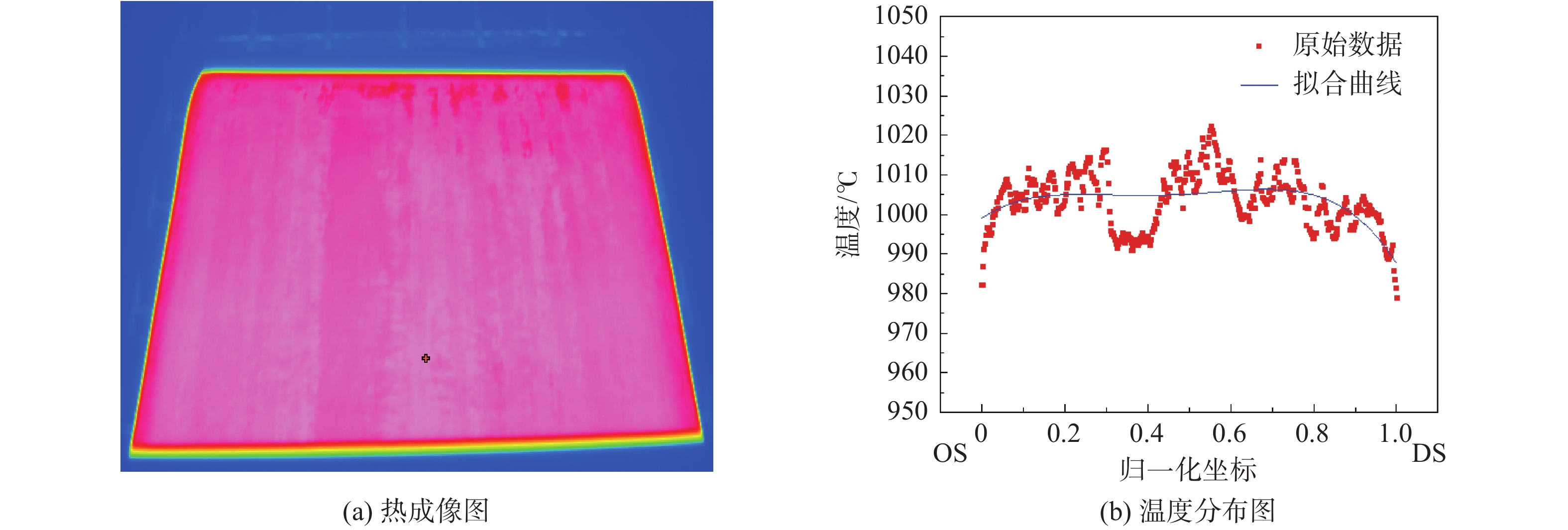
針對(duì)鋼板橫向溫度分布不均因素,使用紅外熱像儀對(duì)精軋來(lái)料進(jìn)行拍攝,通過(guò)Smart View軟件處理可得橫向溫度分析圖。考慮到鋼板表面存在氧化鐵皮等影響因素,對(duì)測(cè)量數(shù)據(jù)做四次曲線擬合,如圖3所示。從圖中可以看出,精軋來(lái)料鋼板橫向溫度分布較均勻,溫差在±10 ℃以內(nèi),可以排除橫向溫度分布不均。同時(shí)現(xiàn)場(chǎng)對(duì)操作員進(jìn)行規(guī)范要求,在對(duì)中過(guò)程中加強(qiáng)管理,對(duì)軋制過(guò)程中的跑偏現(xiàn)象具有明顯的抑制作用,但對(duì)非對(duì)稱板廓缺陷無(wú)明顯改善,因此認(rèn)為現(xiàn)場(chǎng)非對(duì)稱板廓與軋機(jī)兩側(cè)剛度差有一定關(guān)系。
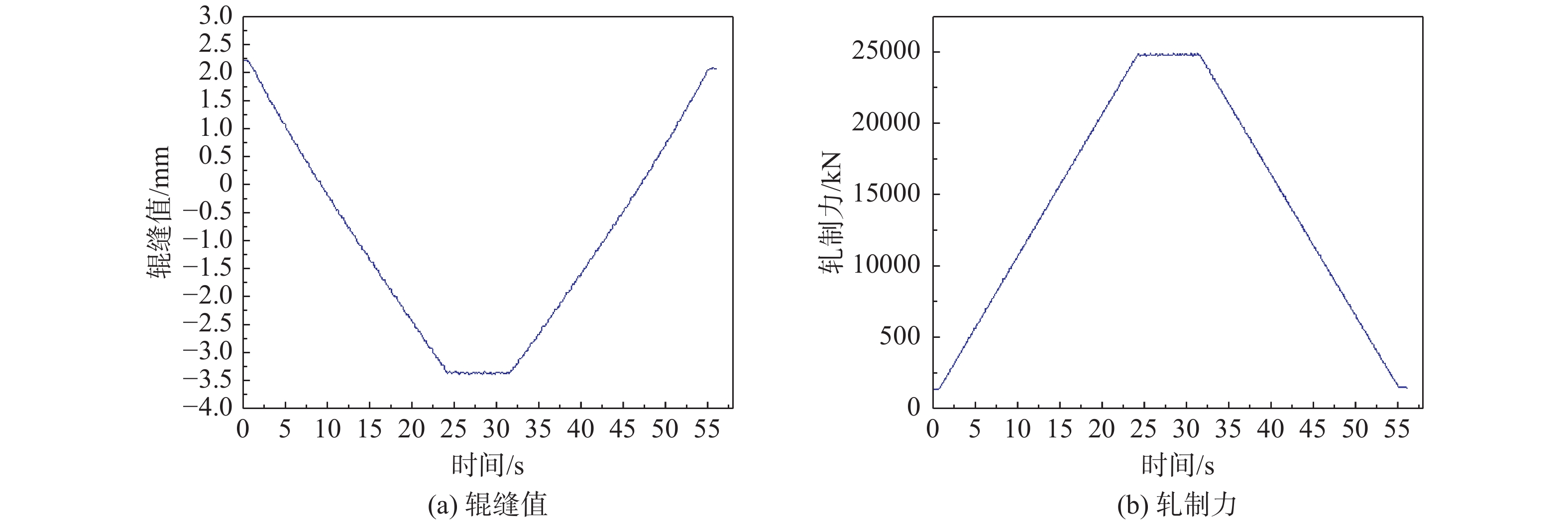
為了掌握現(xiàn)場(chǎng)精軋機(jī)兩側(cè)剛度差狀況,采用壓靠法進(jìn)行剛度測(cè)定。如圖4所示,在軋機(jī)空載情況下,AGC液壓缸緩慢壓下,獲得反饋軋制力后,軋制力以1000 kN/s的變化速率進(jìn)行階梯控制。當(dāng)單側(cè)軋制力增大至25000 kN時(shí),AGC液壓缸停止下壓,維持軋制力6~8 s后開(kāi)始抬升輥縫以卸載軋制力,壓靠實(shí)驗(yàn)完成。
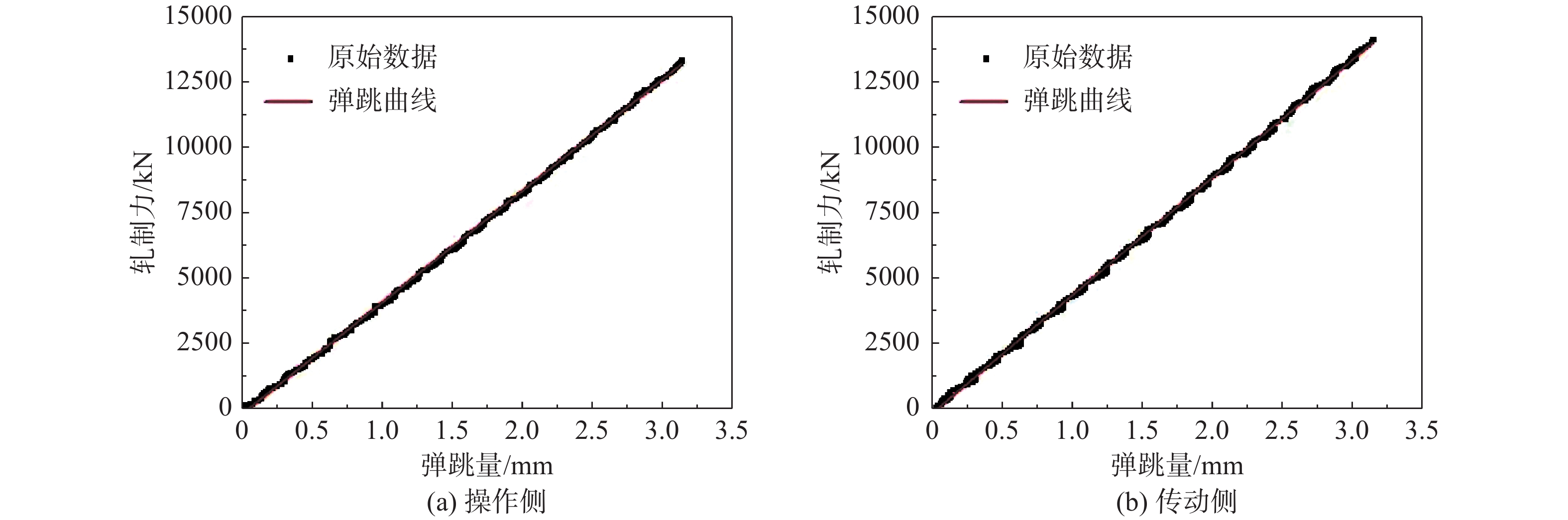
軋機(jī)工作輥在壓靠過(guò)程中會(huì)產(chǎn)生彈跳量,即各側(cè)輥縫值變化量。選取單側(cè)軋制力大于10000 kN的軋制力與對(duì)應(yīng)彈跳量,結(jié)合軋機(jī)兩側(cè)彈跳量和PT油壓傳感器反饋的軋制力,以彈跳量為橫坐標(biāo)、軋制力為縱坐標(biāo)繪制散點(diǎn)圖,如圖5所示。
對(duì)散點(diǎn)圖數(shù)據(jù)進(jìn)行線性擬合,得線性表達(dá)式(1)和(2),式中斜率值KD和KO為軋機(jī)兩側(cè)剛度值,即傳動(dòng)側(cè)剛度為4562 kN/mm,操作側(cè)剛度為4278 kN/mm。
|
|
(1) |
|
|
(2) |
式中,FD為傳動(dòng)側(cè)軋制力測(cè)量值,N;FO為操作側(cè)軋制力測(cè)量值,N;
根據(jù)式(3)可以得出軋機(jī)兩側(cè)剛度差
|
|
(3) |
定義軋機(jī)傳動(dòng)側(cè)與操作側(cè)相對(duì)剛度差
|
|
(4) |
將傳動(dòng)側(cè)剛度值與操作側(cè)剛度值代入式(3)和(4),得到精軋機(jī)兩側(cè)相對(duì)剛差:
|
|
(5) |
根據(jù)上述軋機(jī)兩側(cè)剛度差結(jié)果,可知精軋機(jī)操作側(cè)剛度大于傳動(dòng)側(cè)剛度,相對(duì)剛度差為6.43%。由于傳動(dòng)側(cè)剛度值大于操作側(cè),導(dǎo)致在同樣的輥縫值設(shè)定下,軋機(jī)操作側(cè)彈跳量更大,軋機(jī)不能根據(jù)預(yù)先設(shè)定的輥縫差精準(zhǔn)控制橫向板厚,最終呈現(xiàn)出操作側(cè)板厚大于傳動(dòng)側(cè)的楔形板廓,這與測(cè)量的成品鋼板橫向板廓分布狀況相互印證。
關(guān)于軋機(jī)剛度的整修與維護(hù),首先要清楚軋機(jī)哪些零部件為受力部件,受力部件自身剛度及尺寸精度出現(xiàn)問(wèn)題時(shí)就會(huì)影響軋機(jī)剛度水平[7],在進(jìn)行軋機(jī)剛度維護(hù)時(shí)需要對(duì)上述零部件進(jìn)行檢修與更換,同時(shí)軋機(jī)間隙的氧化物、異物也會(huì)影響軋機(jī)的剛度變化,需要定期清理。
3800 mm熱軋線利用年檢時(shí)間對(duì)影響軋機(jī)剛度的因素逐一檢測(cè)與排查,包括軋機(jī)垂直方向作用的上下承壓板、下支撐輥軸承座下的階梯墊板、弧形墊的完整性和尺寸精度等,對(duì)于水平方向作用的軸承座襯板、牌坊襯板的相對(duì)位置及平面度,可使用激光跟蹤儀分別對(duì)軋機(jī)兩側(cè)帶襯板狀態(tài)下的相對(duì)幾何位置進(jìn)行測(cè)量[8],確定軋機(jī)剛度整頓對(duì)策。排查過(guò)程中主要發(fā)現(xiàn)以下問(wèn)題:
(1)鋼板軋制過(guò)程中,易產(chǎn)生許多氧化物,并且其容易沉積在下支撐輥弧形墊與階梯調(diào)整墊上,造成軋機(jī)剛度下降,為此,在檢修過(guò)程中重點(diǎn)對(duì)相關(guān)區(qū)域進(jìn)行了詳細(xì)清理。
(2)對(duì)有明顯變形和磨損的階梯墊等進(jìn)行了更換。
(3)改善軋機(jī)工作輥、支撐輥窗口及軸承座間隙超標(biāo)問(wèn)題。結(jié)合軋輥軸承座及機(jī)架對(duì)中狀態(tài)測(cè)量數(shù)據(jù)可知,精軋機(jī)下支撐輥與上、下工作輥傳動(dòng)側(cè)均向軋機(jī)出口側(cè)偏移,且相對(duì)操作側(cè)偏移1.2 mm以上。因此,對(duì)精軋機(jī)兩側(cè)襯板實(shí)施更換定制襯板、研磨安裝面及墊片調(diào)整等改善措施。
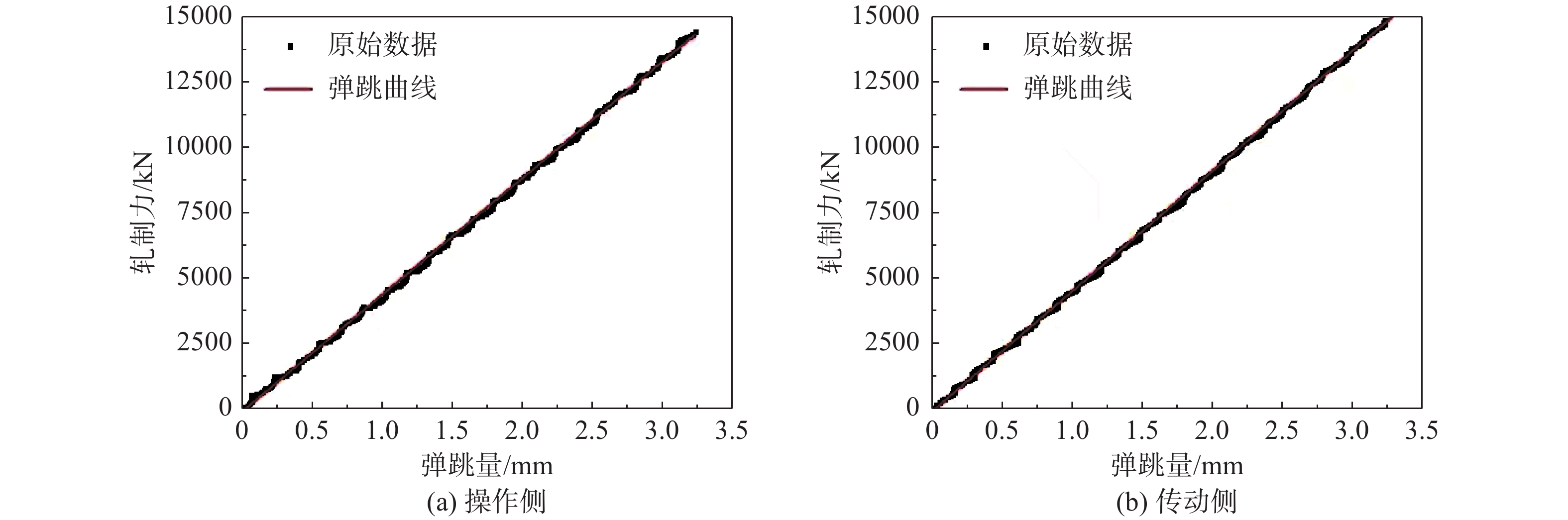
對(duì)整修后的軋機(jī)同樣采用壓靠法進(jìn)行剛度測(cè)試并分析,如圖6所示。傳動(dòng)側(cè)剛度值約為4583 kN/mm,操作側(cè)剛度值約為4455 kN/mm。與年檢前的精軋機(jī)兩側(cè)剛度值對(duì)比可知,兩側(cè)剛度值均有提高,且操作側(cè)剛度值提高明顯,相對(duì)剛度差下降至2.83%,說(shuō)明精軋機(jī)剛度非對(duì)稱性有明顯改善。
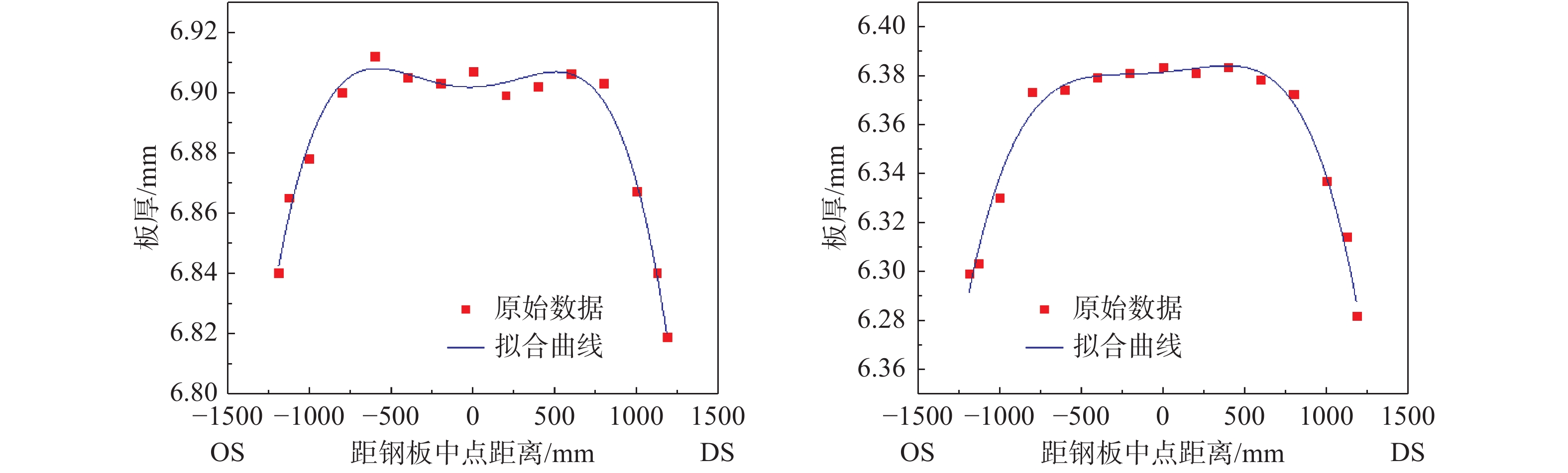
采用同樣的橫向板廓測(cè)試方法,隨機(jī)抽取15塊厚度為6~10 mm的年檢后軋制成品鋼板,繪制鋼板橫向板廓散點(diǎn)圖并對(duì)數(shù)據(jù)進(jìn)行擬合,如圖7所示。從圖中可以看出,鋼板橫向不對(duì)稱板廓有明顯改善,且楔形程度明顯減小,楔形量控制在0~50 μm,可見(jiàn)通過(guò)調(diào)整軋機(jī)兩側(cè)剛度差值可以對(duì)不對(duì)稱板廓的控制起到積極作用。
(1)通過(guò)對(duì)成品板廓的測(cè)試與分析發(fā)現(xiàn),鋼板普遍存在操作測(cè)板厚大于傳動(dòng)側(cè)板厚的不對(duì)稱板廓,并且與軋機(jī)兩側(cè)剛度不對(duì)稱有對(duì)應(yīng)關(guān)系。
(2)采用壓靠法對(duì)精軋機(jī)進(jìn)行剛度測(cè)試,發(fā)現(xiàn)操作側(cè)剛度低于傳動(dòng)側(cè),相對(duì)剛度差達(dá)6.43%。利用軋線年檢時(shí)間,對(duì)精軋機(jī)相關(guān)零部件進(jìn)行檢查與更換,相對(duì)剛度差降至2.83%。
(3)通過(guò)減小軋機(jī)兩側(cè)剛度差,鋼板橫向不對(duì)稱板廓有明顯改善,且楔形程度明顯減小,因此軋機(jī)兩側(cè)剛度差值的減小可以對(duì)不對(duì)稱板廓的控制起到積極作用
來(lái)源:金屬世界 上海國(guó)檢浦東檢測(cè)技術(shù)有限公司 版權(quán)所有 【滬ICP備2022009160號(hào)】 百度統(tǒng)計(jì)
全國(guó)統(tǒng)一服務(wù)熱線:19957375031
客服手機(jī)號(hào):19957375031
電話:021-33362018 質(zhì)量投訴 +86-573-86161208
郵箱:shhgj@chinazbj.com
地址:上海市閔行區(qū)莘建東路58弄2號(hào)502室
備案號(hào):滬ICP備2022009160號(hào)
技術(shù)支持:追馬網(wǎng)
 下載:
下載: