表 1 實驗中熱鍍鋅DP780成分情況(質量分數,%)
| C | Mn | Si | Cr+Mo | P | S | Nb+Ti |
| ≤0.08 | ≤2.0 | ≤0.25 | ≤0.6 | ≤0.030 | ≤0.015 | ≤0.500 |

本鋼技術研究院,遼寧 本溪 117000
遼寧科技學院,遼寧 本溪 117004
隨著汽車行業的飛速發展,汽車用鋼的安全性能面臨著前所未有的挑戰,汽車廠對原材料的要求也越來越嚴格,高強熱鍍鋅雙相鋼具有出色的力學性能和表面耐腐蝕等優勢[1],在汽車安全件中得到廣泛應用。與連退雙相鋼相比,熱鍍鋅雙相鋼需要進行鍍鋅處理,而帶鋼鍍鋅時必須保證鋅鍋溫度為(460±5) ℃[2-3],連退生產過程中可以靈活控制冷卻速率,合理配比鐵素體、馬氏體含量,但熱鍍鋅雙相鋼受入鍋溫度的影響,因而如何合理控制冷卻速率及表面質量成為行業關注的熱點問題[3-5]。本文針對不同冷卻工藝及模式下材料的綜合性能以及高強度熱鍍鋅雙相鋼表面缺陷進行分析,并通過實驗確定材料的生產工藝。
采用熱鍍鋅雙相鋼DP780+Z進行不同冷卻模式及快冷溫度實驗,材料規格為1.4 mm×1200 mm,對材料進行了四次工業生產調試,材料主要成分見表1。對不同卷進行了不同冷卻模式實驗,并對每一卷試樣進行了取樣分析。
| C | Mn | Si | Cr+Mo | P | S | Nb+Ti |
| ≤0.08 | ≤2.0 | ≤0.25 | ≤0.6 | ≤0.030 | ≤0.015 | ≤0.500 |
實驗過程中主要對冷卻工藝進行研究,控制其他參數不變,保證清洗段、鋅鍋溫度以及光整值不變,同時采用一致的保溫溫度以及機組速度,保證材料初始兩相區加熱過程中鐵素體、奧氏體比例一致[6],通過相同的機組運行速度使材料保溫時間一致,本文主要針對不同冷卻模式及快冷溫度進行實驗,但快冷溫度不宜過高,材料入鍋溫度高會提高鋅鍋溫度造成鐵損增加,容易形成浮渣造成鍍鋅表面缺陷,具體工藝參數如表2所示。
|
工藝 序號 |
均熱溫度 (±5)/℃ |
緩冷溫度 (±5)/℃ |
快冷溫度 (±5)/℃ |
出爐溫度 (±5)/℃ |
| 1 | 825 | 730 | 500 | 470 |
| 2 | 825 | 730 | 475 | 465 |
| 3 | 825 | 730 | 450 | 455 |
| 4 | 825 | 730 | 350 | 455 |
分別對采用鍍前形成馬氏體即冷卻至馬氏體形成溫度以下的材料(4#工藝)、采用鍍后冷卻形成馬氏體(2#工藝)材料進行力學性能及顯微組織對比,如表3所示。從材料力學性能可以看出,采用鍍后冷卻形成的貝氏體量更多,同時材料強度相應得到提高,而采用鍍前將冷卻溫度降至馬氏體轉變溫度以下形成馬氏體量基本與鍍后冷卻工藝一致,但在鍍鋅過程中馬氏體得到適量的回火使材料獲得較高的延伸率,所以對材料進行了電鏡顯微組織分析,從圖1中可以看出鍍后冷卻材料中貝氏體含量較多,而且馬氏體更加明亮,證明馬氏體中含碳量較多,而鍍前形成馬氏體材料中馬氏體較暗,材料中馬氏體在鍍鋅過程中發生了回火反應,馬氏體強度降低,材料延伸性能更優良。
| 實驗組 | 快冷溫度/℃ | 屈服強度/MPa | 抗拉強度/MPa |
伸長率/ % |
貝氏體面 積分數/% |
馬氏體面 積分數/% |
| 2# | 474 | 453 | 817 | 19.5 | 13 | 21 |
| 4# | 352 | 418 | 781 | 22.0 | 6 | 20 |
通過不同快冷溫度實驗對生產試樣進行檢測評估,主要針對材料性能、組織情況,采用實驗室Zwick拉伸實驗機進行性能檢測,并采用Zeiss公司生產的SUPRA55熱場發射掃描電子顯微鏡對材料顯微組織進行觀測,具體信息見表4所示。通過檢測可以看出,熱鍍鋅雙相鋼DP780在該成分體系下,冷卻參數對性能影響較大,在機組運行速度不變的情況下,不同的快冷出口溫度直接影響材料的冷卻速率,當冷卻溫度較高或較低時可以有效避開材料貝氏體轉變的鼻尖溫度,較低冷卻溫度時材料獲得了較大的冷卻速率,但材料中馬氏體得到適量的回火,造成材料性能下降,但回火馬氏體使材料中馬氏體強度得到改善,獲得較好的延伸率。
| 實驗組 |
實際冷卻 溫度/℃ |
檢測屈服/ MPa |
檢測抗拉/ MPa |
斷后延 伸率/% |
| 1# | 499 | 487 | 844 | 18.0 |
| 2# | 474 | 463 | 817 | 19.5 |
| 3# | 450 | 436 | 782 | 21.5 |
| 4# | 352 | 418 | 781 | 22.0 |
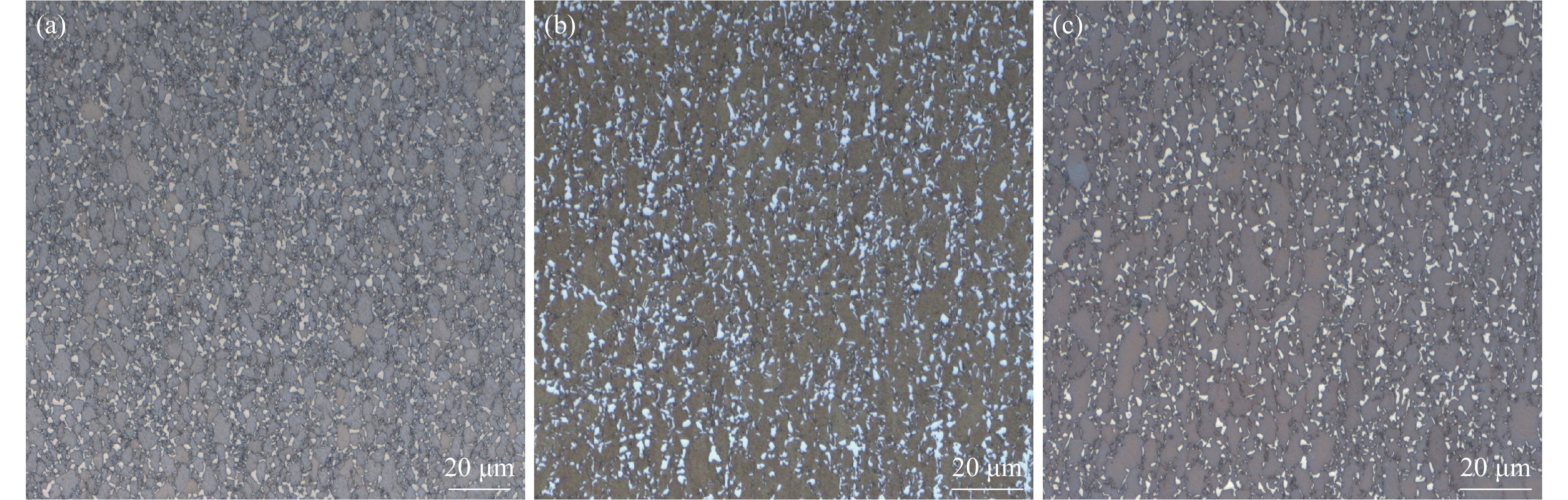
根據強度分布情況,對材料進行了進一步的分析,主要對材料各相比例及顯微組織進行分析,分析結果如表5所示。在退火溫度相同時,材料原始奧氏體、鐵素體比例一致。當帶鋼在冷卻過程中,冷卻模式接近中溫轉變工藝,帶鋼在中溫區會使鐵素體中的C、Mn等合金元素更有效地向奧氏體擴散,使奧氏體中富集大量C、Mn等合金元素,造成奧氏體淬透性得到提高,帶鋼在終冷時獲得更多的馬氏體,同時鐵素體更加純凈。從圖2中也可以看出冷卻溫度較高時材料M+A島分布更加彌散,同時M+A量也有所增加。
| 實驗組 | 材料組織 | 晶粒度 | 馬氏體面積分數/% | 貝氏體面積分數/% |
| 1# | F+M+微量B | I~II 12.5 | 24 | 11 |
| 2# | F+M+微量B | I~II 12.4 | 21 | 13 |
| 3# | F+M+B | I~II 12.4 | 19 | 14 |
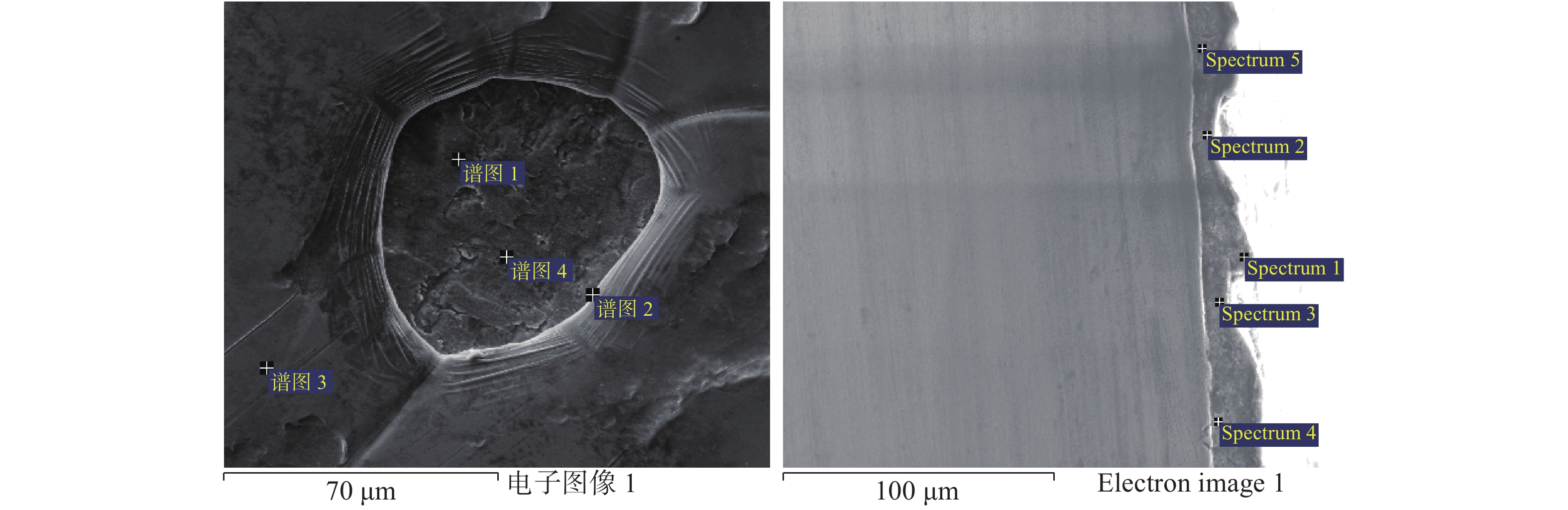
根據帶鋼浸入鋅鍋的溫度不同,材料的表面狀態也會發生不同的情況。當入鍋溫度過高時,帶鋼會將原始熱量帶入鋅鍋中,尤其是厚料時鋅鍋溫度提高情況明顯,隨著鋅鍋溫度的提高,帶鋼鐵損量加大;當鋅鍋回溫時,鐵的溶解度下降,會在鋅鍋中出現大量浮渣,使帶鋼表面出現鋅渣缺陷。但冷卻溫度過低時,帶鋼入鍋時溫度無法保證寬度方向均勻分布,邊部溫度明顯低于鋅鍋溫度,出現點狀缺陷,通過掃描電鏡對點狀缺陷進行了分析(圖3和表6),從數據中可以看出,點狀缺陷處基本為Fe基,無鋅層保護,同時對鍍層進行了斷面分析,可以看出點狀缺陷基本未發生鍍鋅處理,帶鋼邊部入鍋溫度過低,造成Fe-Zn反應不劇烈,材料在通過高壓氣刀噴吹時會出現鋅層脫離,造成點狀漏鍍缺陷[7-8]。
| 譜圖位置 | O | Fe | Zn | C | |
| 鍍層表面 | 1 | 4.91 | 83.61 | 3.5 | 4.42 |
| 2 | 4.74 | 83.54 | 2.53 | 3.74 | |
| 3 | 1.43 | 4.95 | 82.36 | 8.63 | |
| 4 | 4.04 | 86.95 | 1.23 | 4.51 | |
| 譜圖位置 | O | Fe | Zn | C | |
| 鍍層斷面 | 1 | 15.51 | 0.95 | 66.74 | 14.99 |
| 2 | 8.87 | 2.51 | 67.13 | 21.01 | |
| 3 | 13.96 | 9.69 | 49.73 | 22.83 | |
| 4 | — | 87.27 | 2.04 | 8.03 | |
| 5 | 3.45 | 81.39 | 1.34 | 11.34 | |
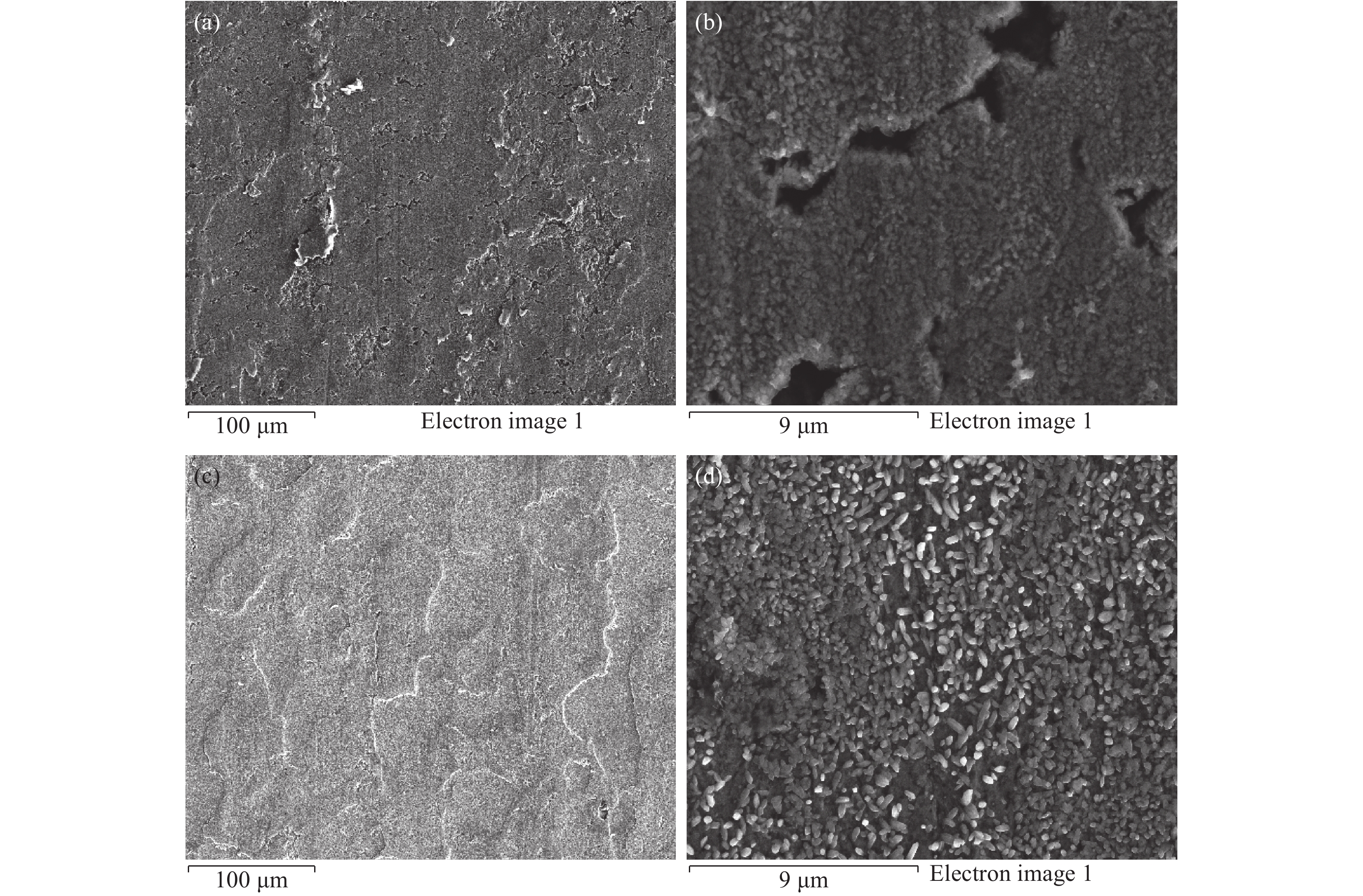
同時對邊部及中心處抑制層形貌進行了分析,采用腐蝕劑對材料表面鋅層進行處理,從抑制層形貌可以看出邊部抑制層存在較為明顯的空洞,這是造成材料表面鋅層不良的主要因素[9],中心處抑制層更加的均勻致密,從而有效地保護鍍鋅板表面質量,如圖4所示。
(1)針對DP780成分體系下熱鍍鋅高強雙相鋼應采用中溫轉變工藝即鍍后形成馬氏體組織,可以在中溫轉變區發生鐵素體凈化及殘奧富C、Mn等合金元素,提高奧氏淬透性,增加材料最終馬氏體含量,保證材料力學性能良好。(2)采用鍍后形成馬氏體工藝時冷卻溫度不宜超過490 ℃,因其穩定過高會導致鋅鍋溫度升高,增加材料的鐵損,鋅鍋回溫后鐵在鋅液中溶解度降低,會造成鋅渣,從而影響材料表面質量。(3)材料在冷卻過程中冷卻溫度不宜過低,冷卻溫度較低時會造成材料邊部溫降嚴重,造成鋅鐵結合性較差,經過高壓氣刀造成材料漏鍍缺陷。(4)熱鍍鋅高強度雙相鋼冷卻溫度在465~475 ℃時,材料的綜合性能較為良好,同時也可以獲得良好的表面質量,提高材料產成率。
來源:金屬世界 上海國檢浦東檢測技術有限公司 版權所有 【滬ICP備2022009160號】 百度統計
全國統一服務熱線:19957375031
客服手機號:19957375031
電話:021-33362018 質量投訴 +86-573-86161208
郵箱:shhgj@chinazbj.com
地址:上海市閔行區莘建東路58弄2號502室
備案號:滬ICP備2022009160號
技術支持:追馬網